STATE STANDARD
UNION OF USSR
CAST IRON, STEEL AND ALLOYS
SAMPLE SELECTION METHOD FOR DETERMINATION
CHEMICAL COMPOSITION
GOST 7565-81
(ST SEV 466-77)
Official publication
USSR STATE COMMITTEE FOR STANDARDS
Moscow
DEVELOPED by the USSR Ministry of Ferrous Metallurgy
PERFORMERS
L. I. Osipov, S. M. Novokshchenova, V. P. Zamaraev, A. M. Krichevskaya, I. A. Balakina, A. V. Titovets, I. M. Vorontsov, A. E. Gorevaya, M. D. Zhembus, T. Ya. Kalenchenko, G. I. Stein
INTRODUCED by the USSR Ministry of Ferrous Metallurgy
Member of the Board A. A. Kugushin
APPROVED AND ENTERED INTO EFFECT by Resolution of the USSR State Committee on Standards dated December 30, 1981 No. 5786
Change No. I GOST 7565-81 Cast iron, steel and alloys. Sampling method for determining the chemical composition
Resolution of the USSR State Committee on Standards dated June 11, 1986
No. 1451, the introduction date was set at 01/01/87
Enter the code as the subname of the standard: OKSTU 0809.
Clause 1.4. Replace the words: “no more than 1 kg” with 0.1 - 1 kg.
Clause 1.10. Delete the word: "about".
Clause 1.11. Replace the words: “diameter 15 mm” with “diameter 10-20 mm”.
Clause 1.12; Replace the words: “The chips should be 0.3-0.4 mm thick” with “The chips should be no more than 0.4 mm thick.”
Clause 2.1. The third paragraph should be supplemented with the words: “When casting melts of a small mass into one siphon, a sample is taken at the beginning or end of casting”;
add the paragraph: “Pautomatic molding lines with stationary casting metal from ladle capacity up to 30 tons are allowed to take samples before the start of casting.”
Paragraphs 2.2, 2.3 after the word “steels” are supplemented with the words: “alloys”.
Clause 2.2 after the word “ladle” should be supplemented with the words: “In installations not equipped with a tundish, it is allowed to take a sample at the end of casting.”
Clause 2.4, after the word “steel”, add the words: “and alloys”; add the paragraph: “To determine the chemical composition of steel and alloys melted in vacuum induction furnaces, it is allowed to take a metal sample from the furnace crucible before the start of casting.”
In paragraph 2.5, after the word “steel”, add elephants: “alloys”.
Clause 2.7 shall be stated in a new edition - “2.7. Diagrams of cups-molds for sampling and probes of a one-time sampling device are shown in Fig. 1-3, 5, 8-10 recommended application 1".
Clause 2.8 up to the word “Allowed” should be stated in a new wording: “The mass of the sample for chemical analysis should be 0.3-2.0 kg, for spectral analysis - 0.06-1.0 kg.”
Clause 2.17 up to the word “Prepared” shall be stated in a new wording: “2.17. Short chips with a thickness of no more than 0.4 mm are thoroughly mixed.”
Clause 2.18, after the words “1.5-2.0 mm thick”, add the words: “and for samples taken with a one-time sampling device, a layer of 0.5-1.0 mm is removed from one of the sample planes.”
Clause 3.13 should be supplemented with the words: “Depending on the size of the template, it is possible to cut the sample into several parts.”
Appendix 1 is supplemented with drawings 8-10:
Detachable probe for sampling, liquid steel


B. METALS AND METAL PRODUCTS
Group B09
Change No. 2 GOST 7565-81 Cast iron, steel and alloys. Sampling method for determining chemical composition
Approved and put into effect by Resolution of the Committee for Standardization and Metrology of the USSR dated June 17, 1991 No. 879
Date of introduction 01/01/92
On the cover and first page under the standard designation, add the following designation: (ISO 377.2-89)
The introductory part after the words “chemical composition” is supplemented with the word: “blast furnace”;
add the paragraph: “It is allowed to select and prepare samples of forged steels for testing according to the international standard ISO 377.2-89 given in Appendix 4.”
Clause 1.5 should be supplemented with the paragraph: “It is allowed to use other molds that ensure the required accuracy of the analysis results.”
Clauses 1.5, 1.7, 1.15, 2.6, 2.7,2.9, 2.11; Appendix 1. Replace the words: “glass-mold” with “mold”.
Clause 1.10. Replace the words: “The roughness of the processed surface of samples for spectral analysis Rz should be no more than 20 μm according to GOST 2789-73” with “The sample for spectral analysis is ground flat. Holes, cracks, slag inclusions and tarnished colors visible to the naked eye are not allowed on the treated surface.”
Clause 1.18 shall be stated in a new wording: “1.18. When determining the chemical composition of cast iron in ingots, the number of selected ingots is regulated in the regulatory and technical documentation for specific products.”
Clause 1.21. Delete the words: “in the form of chips or pieces”;"
replace the words: “The first portions of chips are discarded” with “The chips obtained after drilling to a depth of 4 mm are discarded, drilling is completed at the same distance from the opposite side of the pig”;
after the words “drilling to depth” add the word: “more”.
Clause 2.1 should be supplemented with the paragraph; “When ladleless casting of metal from an open induction furnace, it is allowed to take a sample directly from the furnace crucible before the start of casting.”
Paragraph 2.2 should be supplemented with the following words: “In installations with vienna evacuation, it is allowed to take a sample from the crystallizer.”
Clause 2.0 should be supplemented with the words: “or in the form of scrap”.
Clause 2.10. Replace the word: “in a glass” with “in a mold”:
replace the words: “When determining aluminum, silicocalcium, ferrosilicon, ferromanganese and others are used” with “when determining aluminum, silicocalcium, ferrosilicon, ferromanganese and other deoxidizing agents that do not contain aluminum are used.”
Clause 2.18. Delete the words; “The surface roughness of the cut part Rz should be no more than 20 microns according to GOST 2789-73”; “At the same time, we must
(Continued from page 31)
It must be ensured that the surface roughness Rz is no more than 20 microns according to GOST 2789-73.”
Clause 3.3. The last paragraph should be supplemented with the words: “For ingots of electroslag remelting, smelted using the arcless feeding method, samples are taken from the upper part of the ingot.”
Clause 3.11. Replace the words: “rods with a diameter of 20 mm to 250 mm” with “long products with a diameter or square side of up to 250 mm.”
Clause 3.12. Third paragraph. Replace the words: “For sheet thickness from 4 mm to 6 mm - damn. 1 appendix 3" to "For sheet thickness from 4 mm to 6 mm - damn. 1 or 2 applications 3".
Clause 3.13. Replace the words: “28-50 mm” with “up to 50 mm”; “For long products with a diameter of more than 50 mm” to “For long products or a square side of more than 50 mm.”
Clause 3.15. Replace the words: “The roughness of the treated surface Rz should be no more than 20 microns according to GOST 2789-73” with “On the treated surface of the sample, cavities, slag inclusions, as well as mechanical processing defects, cracks and tarnished colors are not allowed on the treated surface of the sample.”
Appendix I. Drawings 8, 9,10 should be supplemented with the caption: “Material - steel.”
The standard is supplemented with Appendix - 4:
"APPENDIX 4"
INTERNATIONAL STANDARD
SAMPLE SELECTION AND PREPARATION
FOR TESTING FORGED STEEL
ISO 377.2-89
Part 2. Samples for determination of chemical composition
1. Purpose
1.1. This standard establishes methods for obtaining samples to determine the chemical composition of steel, with the exception of determining the hydrogen content.
Samples are intended for testing, which (unless otherwise agreed between the parties concerned) is carried out in accordance with the methods specified in the product standard or, in the absence of one, in the test standard.
To make a comparison, a sample with an average chemical composition is selected according to technical conditions.
Methods for determining the chemical composition are divided at the bottom of the group:
a) chemical methods involving the entry of the sample into a chemical reaction (see paragraph 5);
b) physical methods involving the determination of constituent elements without a chemical reaction (see paragraph 6).
1.2 This standard applies to raw products*, semi-finished and forged steel products covered by ISO 404-81 and does not apply to samples of smelting or refining products. Where product standards or test standards specify different conditions, those different conditions apply.
ISO 377.1-89. Selection and preparation of samples and samples for testing forged steel. Part 1. Samples and samples for mechanical tests.
ISO 404-81. Steel and steel blanks. General technical conditions of delivery.
3. Terms
3.1. Sample - product: a product (for example, a sheet) selected from it for the manufacture of samples.
3.2. Sample: A specified quantity of solid material taken from a sample product as a sample for analysis (see 3.3).
3.3. Sample for analysis: a specified amount of material taken from a sample or directly from a product, retaining the average chemical composition of the product.
Samples are divided into the following categories:
samples in the form of chips (see Section 5);
solid samples (see clause 6.1);
pressed samples (see clause 6.3);
melted samples (see paragraph 6:4).
3.4. Weighed and collected sample: part of the sample to be analyzed or the entire sample taken for analysis.
Note. Alternative sample preparation methods are shown in the drawing and are provided for informational purposes only.
4. Selection and preparation of samples
4.1. Sampling locations and sizes
Samples may only be taken at locations specified in the product standard.
In the absence of appropriate requirements in the product standard or manufacturer's specifications, samples for analysis shall be taken from specimens or samples intended for mechanical testing (see 5.1 of ISO 377.1) or taken directly from the product. In this case, samples of round bars of full and partial profile are cut from one end of the workpiece along the cross section.
The dimensions of the samples must be sufficient to carry out, if necessary, repeated tests.
4.2. Identification of samples
Samples must be marked with identification to enable identification of the product from which they were taken and the place of collection.
4.3.Preparation of the sample surface
All coatings or contaminants (such as scale or grease) must be removed from the surface of the specimen by any suitable means. If necessary, the surface must be degreased with an appropriate solution."
If the chemical composition of the product surface tends to change, then the corresponding part of the sample surface can be removed.
After these operations, the sample must be protected from contamination.
4.4. Storage of samples for analysis
To avoid contamination or any alteration, samples should be stored in completely dry containers made of chemically inert materials with high abrasion resistance such as steel.
Containers must be provided with appropriate markings and, if necessary, sealed. Containers in which samples subject to arbitration examination are stored must be sealed by the manufacturer and recipient or their representatives.
In the absence of a special agreement, storage of containers is the responsibility of the party responsible for sampling.

The numbers indicate the corresponding points in the text
5. Selection and preparation of samples in the form of chips to determine the chemical composition using chemical methods of analysis
5.1.Machining and cutting
All instruments, machines and containers used for sample preparation must be pre-cleaned to prevent any contamination of samples for analysis.
Planing, milling, turning or cutting are used to take samples over the entire cross-section of the product.
If samples are taken not over the entire cross-section, but in individual places, drilling or one of the specified types of metal processing is usually used.
The use of cutting lubricants is permitted only in exceptional cases. In this case, the chips must be cleaned with any solution that does not leave residue.
When machining the product, oxidation and overheating of the chips are not allowed. The inevitable development of chip tarnish due to heat when cutting some manganese and austenitic steels must be minimized by proper selection of cutting tools and cutting speeds.
As a result of cutting, the chips should be small and of such a size that they do not have to be additionally crushed in accordance with the requirements of clause 5.2.1 during the preparation of samples for analysis."
The size of the chips should be such that the mass of each chip is from 2.5 mg to 25 mg.
For unalloyed and low-alloy steels, the chips should have a mass of about 10 mg, for high-alloy steels - about 2.5 mg.
If carbon steel is tested, the chips should be as continuous and compact as possible (about 100 mg) to prevent chipping and loss of graphite. Chips obtained as a result of mechanical processing of metal are not suitable for determining the oxygen content.
5.2. Grinding and sieving
5.2.1. Grinding
If the chips obtained in accordance with no. 5.1 is not suitable for testing; it is crushed using a pre-cleaned crusher.
If this grinding is not suitable, one of the types of cutting is used.
5.2.2. Screening
If sieving is necessary to obtain the desired sample, then all the chips are sifted through a sieve with holes with a diameter of 2.5 mm.
If necessary, the unsifted chips are re-crushed and sieved again.
If the sample contains dust, i.e. chips that pass through a sieve with holes with a diameter of 0.050 mm, this dust must be separated by sifting, and the two fractions thus obtained are weighed. In this case, the sample will consist of two parts proportional to these fractions.
To determine the carbon content, take a whole sample sifted through a sieve with holes 2.5 mm in diameter.
To determine the nitrogen content, the sample is mechanically processed so that there are as few individual particles smaller than 0.050 mm as possible.
Screening should be carried out taking all necessary precautions to avoid contamination, alteration and loss of material.
5.3. Sample mass for analysis
The mass of the sample must be sufficient to carry out repeated analyzes if necessary. The amount of material obtained for analysis is determined by weighing. A weight of about 100 g is considered sufficient.
Storage of samples for analysis.
Sample storage is carried out in accordance with the requirements of the Ministry of Defense. 4.4.
It is allowed to store samples for analysis in the form of a solid mass and prepare shavings as needed.
6. Selection and preparation of solid, pressed or melted samples to determine the chemical composition using physical methods of analysis
(Emission spectrometry in the visible and ultraviolet spectral regions, X-ray fluorescence, mass spectrometry, etc.)
Depending on the requirements of the product standard or by agreement of interested parties, the following are used for testing:
a) solid sample;
b) pressed or melted sample.
Note. Not all brands can be pressed and melted.
To carry out the analysis, a small portion of the sample is taken. The volume of test material is selected in accordance with the method of analysis.
Solid sample
A solid sample is obtained by separating from the workpiece such a part of the material that can be placed on a special table or secured in the sample holder of an analytical instrument.
The sample is separated by sawing, planing, cross-cutting, shearing or stamping.
The surface of the sample is ground, milled or processed with sandpaper to the cleanliness necessary for the appropriate analysis. To treat the surface of a sample before determining the silicon content by X-ray fluorescence analysis or emission spectrometry, alumina is used as an abrasive material. Before determining the aluminum content using the same methods, the surface of the sample is treated with silicon abrasive. When determining carbon content by emission spectrometric analysis, an oxide-based abrasive is used to treat the surface of the sample.
In the absence of any specification in the product standard, a portion of the sample corresponding to the cross-section of the product is selected for analysis if the sample is of sufficient thickness.
6.2..Solid sample less than 1.5 mm thick
When carrying out some physical methods of analysis, an electric arc or spark occurs between a solid sample and an electrode (emission spectrometry in the visible and ultraviolet spectral regions or mass spectrometry), which leads to heating of the solid sample. The thinner the sample, the greater the local heating.
For solid samples less than 1.5 mm thick, it may be necessary to use special technology to reduce local heating from sparking. For example, the edges of a solid sample can be welded* to a small steel plate, or one side of the sample can be layered with tin and the other side left free.
Then the surface must be treated as specified in paragraph 6.1.
6.3. Pressed sample
The chips are prepared using the same methods and under the same conditions as for samples intended for analysis by chemical methods (see paragraphs 5.1 and 5.2).
Approximately 10 g of fine chips of regular shape are placed inside a metal ring with an internal diameter of about 25 mm. This ring is placed on a solid steel base with an absolutely flat, well-polished top surface. A press with a plunger that enters freely and a ring with little friction produces a compressive force of at least 1800 MPa*.
Then the surface of the sample with the ring pressed into one piece is treated as indicated in paragraph 6.1. After this, the sample is analyzed by physical methods.
The surface quality of the analyzed sample to a certain extent depends on the shape and size of the chips. Do not use chips that are too small to pass through a sieve with holes less than 0.80 mm in diameter.
The calibration curves of the analytical instrument are drawn based on the results of the analysis of pressed samples.
6.4. Remelted sample
Chips, solid samples, or small pieces of steel can be melted under inert gases in special melting apparatus, such as a high-frequency or argon-arc furnace, to give them a shape suitable for spectral analysis.
At the same time, it is important that any quantitative chemical changes in the material being melted are recorded and that they do not have a significant impact on the test results.
Note. To minimize changes in the chemical composition of the remelted material, 0.05 g of zirconium is often added to it as a deoxidizing agent, and the analytical instrument is calibrated based on the results of testing standard remelted samples.”
1 MPa = 1 N/mm2 = 10 bar.
(IUS No. 9 of 1991)
UDC169.01: 620.113: 006.354Group B09
STATE STANDARD OF THE UNION OF THE USSR
| GOST 7565-81 ( STSEV 466- 77) In return GOST 7565-73 |
By Decree of the USSR State Committee on Standards dated December 30, 1981 No. 5786, the validity period was established
from 01.01. 1982
until 01.01. 1987
Failure to comply with the standard is punishable by law
This standard establishes a method for selecting and preparing samples to determine the chemical composition of cast iron, steel, alloys and finished products.
The standard fully complies with ST SEV 466 - 77.
1. SELECTION AND PREPARATION OF CAST IRON SAMPLES
1.1. To determine the chemical composition of liquid cast iron, three samples are taken from each outlet from the furnace with a uniform stream from the chute: at the beginning, in the middle and at the end of the outlet.
1.2. Three samples are taken from each ladle as metal comes in: after draining about 1/4, 1/2 and 3/4 of the ladle.
1.3. The sample is taken with a spoon or probe by immersion in liquid metal or under a stream of metal.
1.4. The sample weight for chemical analysis should be no more than 1 kg, for spectral analysis - no less than 0.05 kg.
1.5. The metal is poured into a cup - a mold. The design and dimensions of cups-molds for chemical analysis are shown in Fig. 1-6, for spectral analysis - drawings 1, 7 of recommended appendix 1.
1.6. When pouring, underfilling, overfilling, splashing and splashing of metal, and interruption of the flow are not allowed.
1.7. The sample in the mold should solidify calmly.
1.8. After cooling, the sample is removed from the mold and marked with the number of the furnace, outlet and ladle (when pouring cast iron into pigs).
1.9. The sample must be free of shells, cracks, joints and slag inclusions. The sample for chemical analysis may be annealed.
1.10. The sample surface, where chips or pieces are collected, is thoroughly cleaned of sand, oxides and casting crust. The roughness of the processed sample surface for spectral analysis Rz should be no more than about 20 µm according to GOST 2789-73.
1.11. To take samples in the form of chips, drills with a cutting edge angle of 120° made of high-speed steel or carbide with a diameter of 15 mm are used.
1.12. The chips are taken by drilling at low speed in the middle part of the sample, avoiding the formation of dust. Drilling is carried out without cooling the drill. The chips should be 0.3-0.4 mm thick.
1.13. A sample of cast iron that cannot be drilled is broken up and small pieces are separated from the surface of the chip.
1.14. The same mass of cast iron is taken from each sample.
Samples in the form of a piece or shavings are crushed to a grain size of no more than 0.2 mm, after which they are combined, averaged and reduced by quartering to a mass of at least 20 g.
For cast iron intended for export, the sample weight must be at least 100 g.
1.15. When pouring liquid metal into a cup-mold (Fig. 7), it is allowed to use a sample in the form of rods or disks for chemical analysis. When selecting three from a ladle, pieces of three rods of equal weight or size are crushed. For spectral analysis, a sample in the form of disks is used.
1.16. The sample prepared for chemical analysis is placed in a closed container.
1.17. The sample to determine the chemical composition is stored for 3 months. It is allowed to set a different storage period for the sample when using cast iron inside the enterprise.
1.18. Sampling to determine the chemical composition of pig iron is carried out according to the regulatory and technical documentation for specific products.
1.19. When sampling pig iron intended for export, at least one pig iron from every 3 tons is taken from a stack or wagon.
1.20. The selected pigs are marked, indicating the number of the stack or car.
1.21. The surface of the pigs, where samples are taken in the form of chips or pieces, is thoroughly cleaned of sand, slag and foundry crust. A sample in the form of chips is taken from the side surface,
cleaned according to clause 1.10, at right angles to the long axis. The first portions of chips are discarded. For analysis, use chips collected after drilling to a depth of 4-6 mm and prepared in accordance with clause. 1.12 and 1.14. A sample for analysis of cast iron that cannot be drilled is selected and prepared in accordance with paragraphs. 1.13 and 1.14.
2. SELECTION AND PREPARATION OF BUCKET SAMPLES OF STEEL AND ALLOYS
2.1. To determine the chemical composition of open-smelted steels and alloys, one to three samples are taken from each ladle. Two samples are taken after pouring approximately half of the ladle metal. One sample is taken if it is possible to use the remaining sample metal for re-analysis. A second sample is taken for re-analysis.
Three samples are taken after draining 1/4, 1/2 and 3/4 buckets.
When casting ingots consisting of one or more heats, samples are taken at the beginning or end of the casting of each ladle.
When casting melts of small mass under vacuum or in a protective atmosphere, one sample is taken at the beginning or end of casting.
2.2. To determine the chemical composition of steel melts from continuous or semi-continuous casting plants, one sample is taken in the middle of casting each ladle. It is allowed to take a sample from the workpiece cast in the middle of the casting of each ladle.
2.3. The chemical composition of steels of electroslag, vacuum-arc, plasma-arc and electron beam remelting is established by a sample taken from the ladle of the initial melt, with the exception of elements whose content changes during remelting and which are established by the regulatory and technical documentation for specific products.
2.4. To determine the chemical composition of steel of vacuum-induction smelting, as well as steel of electroslag, vacuum-arc, electron-beam and plasma-arc remelting by elements, the content of which changes during remelting and which are established by the normative and technical documentation for specific products, samples are taken from ingots, conversion metal or from finished rolled products, as indicated in section. 3.
2.5. When electroslag remelting of electrodes from two initial heats using the method of paired assembly, the chemical composition of steel from electroslag remelting is established as the arithmetic mean of the results of determining the elements in a sample of the initial heats.
2.6. The sample is taken with a heated spoon, filled under a stream, or with a probe immersed in liquid metal. It is possible to pour the metal into a cup-mold with a throttled stream directly from the ladle.
For difficult-to-cut steels and alloys, sampling by granulation is permitted.
2.7. Diagrams of the glass molds for sampling are shown in Fig. 1-3.5 applications 1.
2.8. The sample weight for chemical analysis should be 0.3-2.0 kg, for spectral analysis - 0.15-1.0 kg. It is allowed to use the same sample for chemical and spectral analysis.
2.9. When pouring metal into a cup-mold, underfilling and overfilling, splashing and splashing of metal, and interruption of the stream are not allowed.
2.10. The metal in the cup should solidify calmly. To deoxidize restless steel, aluminum with a purity of at least 99% is added to the sample based on its mass fraction in the sample being more than 0.2%. When determining aluminum, silicocalcium, ferrosilicon, ferromanganese and others are used.
2.11. Cooled metal samples are released from the mold cups. It is allowed to cool samples by blowing compressed or fan air, as well as in water. The sample temperature before immersion in water should not exceed 500°C.
2.12. The sample is marked with the number of the melt, the ladle and the serial number of the sample. The height of the numbers for the stamp should be 5-10 mm. It is allowed to use other methods of sample labeling that ensure its clarity and safety.
2.13. The sample should be dense, without cracks, cavities, or visible slag inclusions. On the surface of the sample, burrs, films, belts from interruption of the jet during casting, and deposits on the upper part of the sample are allowed.
2.14. Samples of forging and annealing are allowed.
2.15. The metal surface where the sample is taken in the form of chips is cleaned of slag, mechanical impurities, and scale.
2.16. A sample in the form of steel chips is taken by milling, turning, planing the entire cross-section of the sample, or by drilling the middle of one of the side surfaces to a depth of the longitudinal axis of the sample. The sample is taken without lubrication. It is allowed to use distilled water for cooling. The surface of the chips should not have any discoloration.
2.17. Chips 0.3-0.4 mm thick are thoroughly mixed. The prepared sample is placed in a sealed container. The sample weight should be 20-100 g.
2.18. For spectral analysis, cut off the lower part of the sample at a distance of 1/3 of the height. The surface roughness of the cut part Rz should be no more than 20 microns according to GOST 2789-73. Uncut samples can be used. A layer 1.5-2.0 mm thick is ground off from the bottom of the sample. In this case, a surface roughness Rz of no more than 20 microns must be ensured according to GOST 2789-73.
On the treated surface of the sample, holes, slag inclusions, as well as mechanical processing defects, cracks and tarnished colors are not allowed to be visible to the naked eye.
2.19. The sample is stored for at least 3 months. When using steels and alloys within an enterprise, it is allowed to set a different shelf life.
3. SELECTION AND PREPARATION OF SAMPLES TO DETERMINE THE CHEMICAL COMPOSITION OF FINISHED ROLL STAND
3.1. The chemical composition of melted steel and alloys, if necessary, is determined by a sample taken from ingots, continuously cast billets, forged metal or rolled products.
Sampling is carried out from an ingot or continuously cast billet corresponding to the middle of the melt, by drilling or cutting a piece of metal from the middle part of the ingot to a depth of 50-70 mm.
3.2. To determine the chemical composition of steel and open-smelting alloys, at least three units of rolled products are selected. One sample is taken from a selected unit of rolled or forged metal.
3.3. To determine the chemical composition of vacuum-induction melting metal, a sample is taken from one or several ingots, pig billets, finished rolled products; for metal from vacuum-arc and electroslag remelting - from ingots, pig billets or finished rolled products obtained from the metal of one initial melt by remelting one at a time and the same regime.
For metal-vacuum induction smelting and vacuum-arc remelting, samples are taken from the upper part, for electroslag remelting - from the lower part of the ingot or the corresponding pig billets or finished rolled products.
3.4. A sample in the form of chips for chemical analysis is taken from a sample or directly from a controlled unit of rolled product, billet, or ingot.
Before selecting chips for chemical analysis, the metal surface is thoroughly cleaned of scale and mechanical impurities. When decarburizing or carburizing steel, the surface is cleaned until the specified layers are completely removed.
3.5. For ingots, rolled and forged billets, as well as forgings, sections, shapes, rolled strips and seamless pipes, chips are selected in one of the following ways:
processing the entire cross-section of rolled products or a symmetrical half of it;
by drilling a cross-section along the rolling direction at a distance of 1/2 radius, 1/4 diagonal from the surface or 1/2 pipe wall thickness in accordance with Fig. 1 mandatory appendix 2;
by drilling one of the side surfaces to a depth of up to the middle of the sample in accordance with Fig. 2 applications2;
by drilling the cross section in accordance with the drawing. 3 applications 2 for forgings with a diameter or square side of more than 500 mm.
For rolling small sections, drilling through is allowed, while in shaped profiles they drill in the middle of the flange width or 1/4 of the profile height in accordance with the drawing. 4 applications 2.
For large shaped profiles, machining the entire cross section can be replaced by drilling at different points along the entire cross section with an even distribution and the same drilling depth.
3.6. For thick sheet, wide strip steel, seamless and welded pipes with a wall thickness of 4 mm. and more, the sample is taken by drilling at three points, and for thicknesses up to 50 mm inclusive - the entire thickness, for thicknesses more than 50 mm. - up to half the thickness.
For sheets and strips, drill at a distance of 10-15 mm from the edge, in the middle of the width and in the middle between the two indicated points.
For welded pipes, drill at a distance of 20-25 mm from the seam at a point diametrically opposite to the seam, and midway between the two indicated points.
3.7. For thin-sheet steel, strips, seamless and welded pipes with a wall thickness of less than 4 mm, chips are taken by processing the entire cross-section of a sample cut from a sheet or strip across the rolling direction, or a piece of pipe.
Before processing, a sample or pipe section is cut into several parts or bent into several layers and compressed.
For sheets with a thickness of 1 mm or more, as well as pipes with a wall thickness of 1 mm or more, it is allowed, instead of processing the cross-section of the sample, to take a sample in accordance with clause 3.6.
3.8. The sample is cut from the steel wire at a distance of 10-15 mm from the end of the coil.
The sample is crushed by planing, milling or chopping over the entire cross section.
3.9. If disagreements arise in the assessment of the chemical composition, a sample is taken by processing the entire cross-section of the rolled product or a symmetrical half of it.
3.10. The amount of chips taken in each place should be approximately the same.
The shavings, taken from different places or from different rolled units, are combined, mixed and reduced by quartering to a weight of 20-100 g.
3.11. Samples for spectral analysis in the form of a transverse template 60 mm wide are taken from each controlled rolled unit: from sheets with a thickness of 1 mm to 40 mm, rods with a diameter of 20 mm to 250 mm, angles No. 2-14, beams No. 10-36, channels No. 5- thirty.
3.12. For sheet and wide-strip steel, samples are cut out from half of the template:
for sheets with a thickness of 4 mm or less - one sample measuring 40X40 mm in accordance with drawing. 1 mandatory appendix 3;
for sheets with a thickness of more than 4 mm - three samples measuring 10x30 mm at the edge, middle and 1/2 half-width in accordance with the drawing. 2 applications 3. For sheet thickness from 4 mm to 6 mm - damn. 1applications 3.
3.13. For long rolled products with a diameter or square side of 28-50 mm, use the entire cross-section of the template in accordance with the drawing. 3, 4 of Appendix 3. For long products with a diameter of more than 50 mm, a sample 40 mm wide is cut from the template symmetrically to the diameter or diagonally long through the entire cross-section of the template in accordance with Fig. 5, 6applications 3.
3.14. For shaped rolled products, half of the transverse template is used. Depending on the size of the rental, it is possible to cut the sample into several parts in accordance with the drawing. 7-9applications 3.
3.15. Samples for spectral analysis for sheets with a thickness of less than 4 mm are processed from the surface of the sheet; for sheets more than 4 mm, as well as for long and shaped rolled products, the cross section is processed. For sheets with a thickness of 4 to 6 mm, sheet surface treatment is allowed. The roughness of the treated surface Rz should be no more than 20 microns according to GOST 2789-73.
3.16. On the treated surface of each sample, spectral analysis is performed at two or three points indicated in the drawing. The search spots are located at a distance of at least 10 mm from the edge of the profile or the cutting site. For long products, the search spots are located along the diameter or diagonally. One search spot should fall in the center of the profile. For sheet and shaped rolled products, the search spots are located throughout the entire thickness of the profile in accordance with the drawing. 10, And Appendix 3. The measurement results are averaged for each rental unit.
3.17. If the search spot is larger in area than the sharpened cross-section of the profile, then those adjacent to the surface parallel to the rolling direction are also cleaned.
DIAGRAMS OF CUP-MOLDS FOR SAMPLING
Material - cast iron or steel.
cup-mold
for cast iron sampling
Material: cast iron or copper.
Sample thickness - 4-6 mm.
Crap. 7
APPENDIX 2
Mandatory
SCHEME FOR SAMPLING BLANKETS, FORGINGS AND ROLLED WORKS FOR CHEMICAL ANALYSIS

APPENDIX 3
Mandatory
|
|

SCHEMES FOR SAMPLING BLANKETS AND FINISHED PRODUCTS FOR SPECTRAL ANALYSIS
All documents presented in the catalog are not their official publication and are intended for informational purposes only. Electronic copies of these documents can be distributed without any restrictions. You can post information from this site on any other site.
STATE STANDARD
UNION OF USSR
CAST IRON, STEEL AND ALLOYS
SAMPLE SELECTION METHOD FOR DETERMINATION
CHEMICAL COMPOSITION
GOST 7565-81
(ST SEV 466-77)
Official publication
USSR STATE COMMITTEE FOR POST STANDARDS
Moscow
DEVELOPED by the USSR Ministry of Ferrous Metallurgy
PERFORMERS
L. I. Osipov, S. M. Novokshchenova, V. P. Zamaraev, A. M. Krichevskaya, I. A. Balakina, A. V. Titovets, I. M. Vorontsov, A. E. Gorevaya, M. D. Zhembus, T. Ya. Kalenchenko, G. I. Stein
INTRODUCED by the USSR Ministry of Ferrous Metallurgy
Member of the Board A. A. Kugushin
APPROVED AND ENTERED INTO EFFECT by Resolution of the USSR State Committee on Standards dated December 30, 1981 No. 5786
Amendment No. I GOST 7565-81 Cast iron, steel and alloys. Sampling method for determining chemical composition
Resolution of the USSR State Committee on Standards dated June 11, 1986
No. 1451, the introduction date was set at 01/01/87
Enter the code as the subname of the standard: OKSTU 0809.
Clause 1.4. Replace the words: “no more than 1 kg” with 0.1 - 1 kg.
Clause 1.10. Delete the word: "about".
Clause 1.11. Replace the words: “diameter 15 mm” with “diameter 10-20 mm”.
Clause 1.12; Replace the words: “The chips should be 0.3-0.4 mm thick” with “The chips should be no more than 0.4 mm thick.”
Clause 2.1. The third paragraph should be supplemented with the words: “When casting melts of a small mass into one siphon, a sample is taken at the beginning or end of casting”;
add the paragraph: “On automatic molding lines with stationary casting metal from ladles with a capacity of up to 30 tons, it is allowed to take samples before the start of casting.”
Paragraphs 2.2, 2.3 after the word “steels” are supplemented with the words: “alloys”.
Clause 2.2 after the word “ladle” should be supplemented with the words: “In installations not equipped with a tundish, it is allowed to take a sample at the end of casting.”
Clause 2.4 after the word “steel” is added with the words: “and alloys”; add the paragraph: “To determine the chemical composition of steel and alloys melted in vacuum induction furnaces, it is allowed to take a metal sample from the furnace crucible before the start of casting.”
In paragraph 2.5, after the word “steel”, add elephants: “alloys”.
Clause 2.7 shall be stated in a new wording - “2.7. Diagrams of cups-molds for sampling and probes of a one-time sampling device are shown in Fig. 1-3, 5, 8-10 recommended application 1".
Clause 2.8 before the word “Allowed” is stated in a new edition: “The mass of the sample for chemical analysis should be 0.3-2.0 kg, for spectral analysis - 0.06-1.0 kg.”
Clause 2.17 up to the word “Prepared” shall be stated in a new wording: “2.17. Short chips with a thickness of no more than 0.4 mm are thoroughly mixed.”
Clause 2.18, after the words “1.5-2.0 mm thick”, add the words: “and for samples taken with a one-time sampling device, a layer of 0.5-1.0 mm is removed from one of the sample planes.”
Clause 3.13 should be supplemented with the words: “Depending on the size of the template, it is possible to cut the sample into several parts.”
Appendix 1 is supplemented with drawings 8-10:
Detachable probe for sampling, liquid steel


B. METALS AND METAL PRODUCTS
Group B09
Change No. 2 GOST 7565-81 Cast iron, steel and alloys. Sampling method for determining chemical composition
Approved and put into effect by Resolution of the Committee for Standardization and Metrology of the USSR dated June 17, 1991 No. 879
Date of introduction 01/01/92
On the cover and first page under the standard designation, add the following designation: (ISO 377.2-89)
The introductory part after the words “chemical composition” is supplemented with the word: “domain domain”;
add the paragraph: “It is allowed to select and prepare samples of forged steels for testing according to the international standard ISO 377.2-89 given in Appendix 4.”
Clause 1.5 should be supplemented with the paragraph: “It is allowed to use other molds that ensure the required accuracy of the analysis results.”
Clauses 1.5, 1.7, 1.15, 2.6, 2.7, 2.9, 2.11; Appendix 1. Replace the words: “glass-mold” with “mold”.
Clause 1.10. Replace the words: “The roughness of the processed surface of samples for spectral analysis Rz should be no more than 20 μm according to GOST 2789-73” with “The sample for spectral analysis is ground flat. Hollows, cracks, slag inclusions and tarnished colors visible to the naked eye are not allowed on the treated surface.”
Clause 1.18 shall be stated in a new wording: “1.18. When determining the chemical composition of pig iron in ingots, the number of selected ingots is regulated in the regulatory and technical documentation for a specific product.”
Clause 1.21. Delete the words: “in the form of chips or pieces”;"
replace the words: “The first portions of chips are discarded” with “The chips obtained after drilling to a depth of 4 mm are discarded, drilling is completed at the same distance from the opposite side of the pig”;
after the words “drilling to depth” add the word: “more”.
Add a paragraph to clause 2.1; “When ladleless casting of metal from an open induction furnace, it is allowed to take a sample directly from the furnace crucible before starting casting.”
Paragraph 2.2 should be supplemented with the following words: “In installations with vienna evacuation, it is allowed to take a sample from the crystallizer.”
Clause 2.0 should be supplemented with the words: “or in the form of scrap”.
Clause 2.10. Replace the word: “in a glass” with “in a mold”:
replace the words: “When determining aluminum, silicocalcium, ferrosilicon, ferromanganese and others are used” with “when determining aluminum, silicocalcium, ferrosilicon, ferromanganese and other deoxidizers that do not contain aluminum are used.”
Clause 2.18. Eliminate words; “The surface roughness of the cut part Rz should be no more than 20 microns according to GOST 2789-73”; “At the same time, we must
(Continued from page 31)
It must be ensured that the surface roughness Rz is no more than 20 microns according to GOST 2789-73.”
Clause 3.3. The last paragraph should be supplemented with the words: “For electroslag remelted ingots smelted using an arcless feeding method, samples are taken from the upper part of the ingot.”
Clause 3.11. Replace the words: “rods with a diameter of 20 mm to 250 mm” with “long products with a diameter or square side of up to 250 mm.”
Clause 3.12. Third paragraph. Replace the words: “With a sheet thickness from 4 mm to 6 mm - damn. 1 appendix 3" to "For sheet thickness from 4 mm to 6 mm - damn. 1 or 2 applications 3".
Clause 3.13. Replace the words: “28-50 mm” with “up to 50 mm”; “For long products with a diameter of more than 50 mm” to “For long products or with a square side of more than 50 mm.”
Clause 3.15. Replace the words: “The roughness of the treated surface Rz should be no more than 20 microns according to GOST 2789-73” with “On the treated surface of the sample, cavities, slag inclusions, as well as mechanical processing defects, cracks and tarnished colors are not allowed on the treated surface of the sample.”
Appendix I. Drawings 8, 9, 10 should be supplemented with the caption: “Material - steel.”
The standard should be supplemented with Appendix - 4:
"APPENDIX 4"
INTERNATIONAL STANDARD
SAMPLE SELECTION AND PREPARATION
FOR TESTING FORGED STEEL
ISO 377.2-89
Part 2. Samples for determination of chemical composition
1. Purpose
1.1. This standard establishes methods for obtaining samples to determine the chemical composition of steel, with the exception of determining the hydrogen content.
Samples are intended for testing, which (unless otherwise agreed between the parties concerned) is carried out in accordance with the methods specified in the product standard or, in the absence of one, in the test standard.
To compare with the technical specifications, a sample with an average chemical composition is selected.
Methods for determining the chemical composition are divided at the bottom of the group:
a) chemical methods involving the entry of the sample into a chemical reaction (see clause 5);
b) physical methods involving the determination of constituent elements without a chemical reaction (see paragraph 6).
1.2 This standard applies to raw products*, semi-finished and forged steel products covered by ISO 404-81 and does not apply to samples of smelting or refining products. Where product standards or test standards specify different conditions, those different conditions apply.
ISO 377.1-89. Selection and preparation of specimens and samples for testing of forged steel. Part 1. Samples and tests for mechanical tests.
ISO 404-81. Steel and steel blanks. General technical conditions of delivery.
3. Terms
3.1. Sample - product: a product (for example, a sheet) selected from it for the manufacture of samples.
3.2. Sample: A specified quantity of solid material taken from a sample product as a sample for analysis (see 3.3).
3.3. Sample for analysis: a specified amount of material taken from a sample or directly from a product that maintains the average chemical composition of the product.
Samples are divided into the following categories:
samples in the form of chips (see Section 5);
solid samples (see clause 6.1);
pressed samples (see clause 6.3);
remelted samples (see paragraph 6:4).
3.4. Weighed and collected sample: part of the sample to be analyzed or the entire sample taken for analysis.
Note. Alternative sample preparation methods are shown in the drawing and are provided for information only.
4. Sampling and preparation
4.1. Sampling locations and sizes
Samples may only be taken at locations specified in the product standard.
In the absence of appropriate requirements in the product standard or manufacturer's specifications, samples for analysis shall be taken from specimens or samples intended for mechanical testing (see 5.1 of ISO 377.1) or taken directly from the product. In this case, samples of round bars of full and incomplete profile are cut from one end of the workpiece along the cross section.
The dimensions of the samples must be sufficient to allow repeated tests, if necessary.
4.2. Identification of samples
Samples must be identified by identification markings to enable identification of the product from which they were taken and the location of collection.
4.3.Preparation of the sample surface
All coatings or contaminants (such as scale or grease) must be removed from the surface of the specimen by any suitable means. If necessary, the surface must be degreased with an appropriate solution."
If the chemical composition of the surface of the product tends to change, then the corresponding part of the sample surface can be removed.
After these operations, the sample must be protected from contamination.
4.4. Storing Samples for Analysis
To avoid contamination or any alteration, samples should be stored in completely dry containers made of chemically inert materials with high abrasion resistance to steel.
Containers must be appropriately labeled and, if necessary, sealed. Containers in which samples subject to arbitration examination are stored must be sealed by the manufacturer and recipient or their representatives.
In the absence of a special agreement, storage of containers is the responsibility of the party responsible for sampling.

Numbers indicate corresponding points in the text
5. Selection and preparation of samples in the form of chips to determine the chemical composition using chemical analysis methods
5.1.Machining and cutting
All instruments, machines and containers used for sample preparation must be pre-cleaned to prevent any contamination of samples for analysis.
Planing, milling, turning or cutting are used to take samples across the entire cross-section of the product.
If samples are taken not over the entire cross-section, but in individual places, drilling or one of the specified types of metal processing is usually used.
The use of cutting lubricants is permitted only in exceptional cases. In this case, the chips must be cleaned with any solution that does not leave residue.
When machining the product, oxidation and overheating of the chips are not allowed. The inevitable development of chip tarnish due to heat when machining some manganese and austenitic steels must be minimized by proper selection of cutting tools and cutting speeds.
As a result of cutting, the chips should be small and of such a size that they do not have to be additionally crushed in accordance with the requirements of clause 5.2.1 during the preparation of samples for analysis."
The chip size should be such that the mass of each chip is from 2.5 mg to 25 mg.
For unalloyed and low-alloy steels, the chips should have a mass of about 10 mg, for high-alloy steels - about 2.5 mg.
If carbon steel is tested, the chips should be as continuous and compact as possible (about 100 mg) to prevent chipping and loss of graphite. Chips obtained as a result of mechanical processing of metal are not suitable for determining the oxygen content.
5.2. Grinding and sieving
5.2.1. Grinding
If the chips obtained in accordance with No. 5.1 is not suitable for testing; it is crushed using a pre-cleaned crusher.
If this grinding is not suitable, one of the types of cutting is used.
5.2.2. Screening
If sieving is necessary to obtain the desired sample, then all the chips are sifted through a sieve with holes with a diameter of 2.5 mm.
If necessary, the unsifted chips are re-crushed and sifted again.
If the sample contains dust, i.e. chips that pass through a sieve with holes 0.050 mm in diameter, then this dust must be separated by sieving, and the two fractions thus obtained are weighed. In this case, the sample will consist of two parts proportional to these fractions.
To determine the carbon content, take a whole sample sifted through a sieve with holes 2.5 mm in diameter.
To determine the nitrogen content, the sample is mechanically processed so that there are as few individual particles smaller than 0.050 mm as possible.
Screening should be carried out taking all necessary precautions to avoid contamination, alteration and loss of material.
5.3. Sample mass for analysis
The mass of the sample must be sufficient to carry out repeated tests if necessary. The amount of material obtained for analysis is determined by weighing. A weight of about 100 g is considered sufficient.
Storing samples for analysis.
Sample storage is carried out in accordance with the requirements of the Ministry of Defense. 4.4.
It is allowed to store samples for analysis in the form of a solid mass and prepare shavings as needed.
6. Selection and preparation of solid, pressed or melted samples to determine the chemical composition using physical methods of analysis
(Emission spectrometry in visible and ultraviolet spectral regions, X-ray fluorescence, mass spectrometry, etc.)
Depending on the requirements of the product standard or by agreement of interested parties, the following is used for testing:
a) solid sample;
b) pressed or melted sample.
Note. Not all brands can be pressed and melted.
To carry out the analysis, a small portion of the sample is taken. The volume of test material is selected in accordance with the method of analysis.
Solid sample
A solid sample is obtained by separating from the workpiece such a part of the material that can be placed on a special table or secured in the sample holder of an analytical instrument.
The separation of the sample is carried out by sawing, planing, cross-cutting, shearing or stamping.
The surface of the sample is ground, milled or sandpapered to the cleanliness required for the appropriate analysis. To treat the sample surface before determining the silicon content by X-ray fluorescence analysis or emission spectrometry, alumina is used as an abrasive material. Before determining the aluminum content using the same methods, the surface of the sample is treated with silicon abrasive. When determining carbon content by emission spectrometric analysis, an oxide-based abrasive is used to treat the surface of the sample.
In the absence of any specification in the product standard, a portion of the sample corresponding to the cross-section of the product is selected for analysis if the sample is of sufficient thickness.
6.2..Solid sample less than 1.5 mm thick
Some physical analysis methods produce an electric arc or spark between a solid sample and an electrode (visible-ultraviolet emission spectrometry or mass spectrometry), which heats the solid sample. The thinner the sample, the greater the local heating.
For solid samples less than 1.5 mm thick, it may be necessary to use special technology to reduce local heating from sparking. For example, the edges of a solid sample can be welded* to a small steel plate, or one side of the sample can be layered with tin and the other side left free.
Then the surface must be processed as specified in paragraph 6.1.
6.3. Pressed sample
The preparation of chips is carried out using the same methods and under the same conditions as for samples intended for analysis by chemical methods (see paragraphs 5.1 and 5.2).
Approximately 10 g of fine chips of regular shape are placed inside a metal ring with an internal diameter of about 25 mm. This ring is placed on a solid steel base with an absolutely flat, well-polished top surface. A press with a plunger that enters freely and a ring with little friction produces a compressive force of at least 1800 MPa*.
Then the surface of the sample with the ring pressed into one piece is processed as indicated in paragraph 6.1. After this, the sample is analyzed using physical methods.
The surface quality of the analyzed sample depends to a certain extent on the shape and size of the chips. Do not use chips that are too small to pass through a sieve with holes less than 0.80 mm in diameter.
The calibration curves of the analytical instrument are drawn based on the results of the analysis of pressed samples.
6.4. Remelted sample
Chips, solid samples or small pieces of steel can be melted under inert gases in special melting apparatus, such as a high-frequency or argon arc furnace, to give them a shape suitable for spectral analysis.
It is important that any quantitative chemical changes in the material being melted are recorded and that they do not have a significant impact on the test results.
Note. To minimize changes in the chemical composition of the remelted material, 0.05 g of zirconium is often added to it as a deoxidizing agent, and the analytical device is calibrated based on the results of testing standard remelted samples.”
1 MPa = 1 N/mm2 = 10 bar.
(IUS No. 9 of 1991)
UDC169.01: 620.113: 006.354Group B09
STATE STANDARD OF THE UNION OF THE USSR
|
|||||
By Decree of the USSR State Committee on Standards of December 30, 1981 No. 5786, the validity period was established
from 01.01. 1982
until 01.01. 1987
Failure to comply with the standard is punishable by law
This standard establishes a method for selecting and preparing samples to determine the chemical composition of cast iron, steel, alloys and finished products.
The standard fully complies with ST SEV 466 - 77.
1. SELECTION AND PREPARATION OF CAST IRON SAMPLES
1.1. To determine the chemical composition of liquid cast iron, three samples are taken from each outlet from the furnace with a uniform stream from the chute: at the beginning, in the middle and at the end of the outlet.
1.2. When draining metal, three samples are taken from each ladle: after draining about 1/4, 1/2 and 3/4 of the ladle.
1.3. The sample is taken with a spoon or probe by immersion in liquid metal or under a stream of metal.
1.4. The mass of the sample for chemical analysis should be no more than 1 kg, for spectral analysis - no less than 0.05 kg.
1.5. The metal is poured into a glass - a mold. The design and dimensions of cups-molds for chemical analysis are shown in Fig. 1-6, for spectral analysis - damn. 1, 7 recommended application 1.
1.6. When pouring, underfilling, overfilling, splashing and splashing of metal, and interruption of the stream are not allowed.
1.7. The sample in the mold should solidify calmly.
1.8. After cooling, the sample is removed from the mold and marked with the number of the furnace, outlet and ladle (when casting pig iron).
1.9. The sample must be free of holes, cracks, joints and slag inclusions. The sample for chemical analysis may be annealed.
1.10. The sample surface in the places where chips or pieces are taken is thoroughly cleaned of sand, oxides and casting crust. The roughness of the processed sample surface for spectral analysis Rz should be no more than about 20 µm according to GOST 2789-73.
1.11. To take samples in the form of chips, drills with a cutting edge angle of 120° made of high-speed steel or carbide with a diameter of 15 mm are used.
1.12. The chips are taken by drilling at low speed in the middle part of the sample, avoiding the formation of dust. Drilling is carried out without cooling the drill. The chips should be 0.3-0.4 mm thick.
1.13. A sample of cast iron, which cannot be drilled, is broken and small pieces are separated from the surface of the chip.
1.14. The same mass of cast iron is taken from each sample.
Samples in the form of a piece or shavings are crushed to a grain size of no more than 0.2 mm, after which they are combined, averaged and reduced by quartering to a mass of at least 20 g.
For cast iron intended for export, the sample weight must be at least 100 g.
1.15. When pouring liquid metal into a cup-mold (Fig. 7), it is allowed to use a sample in the form of rods or disks for chemical analysis. When taking three samples from a ladle, pieces of three rods of equal weight or size are crushed. For spectral analysis, a sample in the form of disks is used.
1.16. The sample prepared for chemical analysis is placed in a closed container.
1.17. The sample to determine the chemical composition is stored for 3 months. It is allowed to set a different storage period for the sample when using cast iron inside the enterprise.
1.18. Sampling to determine the chemical composition of pig iron is carried out according to the regulatory and technical documentation for specific products.
1.19. When sampling pig iron intended for export, at least one pig iron from every 3 tons is taken from a stack or wagon.
1.20. The selected pigs are marked, indicating the number of the stack or car.
1.21. The surface of the pigs at the sampling sites in the form of chips or pieces is thoroughly cleaned of sand, slag and foundry crust. A sample in the form of chips is taken from the side surface,
cleaned according to clause 1.10, at right angles to the long axis of the pig. The first portions of chips are discarded. For analysis, use chips collected after drilling to a depth of 4-6 mm and prepared in accordance with paragraphs. 1.12 and 1.14. A sample for analysis of cast iron that cannot be drilled is taken and prepared in accordance with paragraphs. 1.13 and 1.14.
2. SELECTION AND PREPARATION OF BUCKET SAMPLES OF STEEL AND ALLOYS
2.1. To determine the chemical composition of open-smelted steels and alloys, one to three samples are taken from each ladle. Two samples are taken after approximately half of the ladle metal has been poured. One sample is taken if it is possible to use the remaining sample metal for re-analysis. A second sample is taken for re-analysis.
Three samples are taken after draining 1/4, 1/2 and 3/4 of the ladle.
When casting ingots consisting of one or more heats, samples are taken at the beginning or end of casting each ladle.
When casting melts of small mass under vacuum or in a protective atmosphere, one sample is taken at the beginning or end of casting.
2.2. To determine the chemical composition of steel melts from continuous or semi-continuous casting plants, one sample is taken in the middle of casting each ladle. It is allowed to take a sample from the workpiece cast in the middle of the casting of each ladle.
2.3. The chemical composition of steels of electroslag, vacuum-arc, plasma-arc and electron-beam remelting is determined by a sample taken from the ladle of the initial melt, with the exception of elements whose content changes during remelting and which are established by the regulatory and technical documentation for specific products.
2.4. To determine the chemical composition of steel of vacuum-induction smelting, as well as steel of electroslag, vacuum-arc, electron-beam and plasma-arc remelting by elements, the content of which changes during remelting and which are established by the regulatory and technical documentation for specific products, samples are taken from the ingots , conversion metal or from finished rolled products, as indicated in Section. 3.
2.5. During electroslag remelting of electrodes from two initial heats using the pairwise assembly method, the chemical composition of the electroslag remelting steel is established as the arithmetic average of the results of determining the elements in a sample of the original heats.
2.6. The sample is taken with a heated spoon, filled under a stream, or with a probe immersed in liquid metal. It is allowed to pour metal into the cup-mold using a throttled stream directly from the ladle.
For difficult-to-cut steels and alloys, sampling by granulation is permitted.
2.7. Diagrams of cups-molds for sampling are shown in Fig. 1-3.5 applications 1.
2.8. The sample weight for chemical analysis should be 0.3-2.0 kg, for spectral analysis - 0.15-1.0 kg. It is allowed to use the same sample for chemical and spectral analysis.
2.9. When pouring metal into a cup-mold, underfilling and overfilling, splashing and splashing of metal, and interruption of the stream are not allowed.
2.10. The metal in the cup should solidify calmly. To deoxidize unsettled steel, aluminum with a purity of at least 99% is added to the sample based on its mass fraction in the sample of no more than 0.2%. When determining aluminum, silicocalcium, ferrosilicon, ferromanganese and others are used.
2.11. Cooled metal samples are released from the mold cups. It is allowed to cool samples by blowing compressed or fan air, as well as in water. The sample temperature before immersion in water should not exceed 500°C.
2.12. The sample is marked with the number of the heat, ladle and serial number of the sample. The height of the numbers for the stamp should be 5-10 mm. It is allowed to use other methods of sample labeling that ensure its clarity and safety.
2.13. The sample should be dense, without cracks, cavities, or visible slag inclusions. Burrs, films, belts from interrupting the stream during casting, and deposits in the upper part of the sample are not allowed on the surface of the sample.
2.14. Samples may be forged and annealed.
2.15. The metal surface at the sampling sites in the form of chips is cleaned of slag, mechanical impurities, and scale.
2.16. A sample in the form of steel chips is taken by milling, turning, planing the entire cross-section of the sample, or by drilling the middle of one of the side surfaces to a depth to the longitudinal axis of the sample. The sample is taken without lubrication. It is allowed to use distilled water for cooling. The surface of the chips should not have tarnish.
2.17. Chips 0.3-0.4 mm thick are thoroughly mixed. The prepared sample is placed in a sealed container. The sample weight should be 20-100 g.
2.18. For spectral analysis, cut off the lower part of the sample at a distance of 1/3 of the height. The surface roughness of the cut part Rz should be no more than 20 microns according to GOST 2789-73. Uncut samples may be used. A layer 1.5-2.0 mm thick is ground off from the bottom of the sample. In this case, a surface roughness Rz of no more than 20 microns must be ensured according to GOST 2789-73.
On the treated surface of the sample, holes, slag inclusions, as well as mechanical processing defects, cracks and tarnished colors are not allowed to be visible to the naked eye.
2.19. The sample is stored for at least 3 months. When using steels and alloys within an enterprise, it is allowed to set a different shelf life.
3. SELECTION AND PREPARATION OF SAMPLES TO DETERMINE THE CHEMICAL COMPOSITION OF FINISHED ROLL STAND
3.1. The chemical composition of melted steel and alloys, if necessary, is determined by a sample taken from ingots, continuously cast billets, forged metal or rolled products.
Sampling is carried out from an ingot or continuously cast billet corresponding to the middle of the melt, by drilling or cutting a piece of metal from the middle part of the ingot to a depth of 50-70 mm.
3.2. To determine the chemical composition of steel and open-smelting alloys, at least three rolled units are selected. One sample is taken from a selected unit of rolled or forged metal.
3.3. To determine the chemical composition of the metal of vacuum induction melting, a sample is taken from one or more ingots, pig blanks, and finished rolled products; for metal of vacuum-arc and electroslag remelting - from ingots, conversion billets or finished rolled products obtained from metal of one initial melt by remelting according to the same mode.
For metal of vacuum-induction smelting and vacuum-arc remelting, samples are taken from the upper part, for electroslag remelting - from the lower part of the ingot or the corresponding conversion billets or finished rolled products.
3.4. A sample in the form of chips for chemical analysis is taken from a sample or directly from a controlled unit of rolled product, billet, or ingot.
Before selecting chips for chemical analysis, the metal surface is thoroughly cleaned of scale and mechanical impurities. When decarburizing or carburizing steel, the surface is cleaned until the specified layers are completely removed.
3.5. For ingots, rolled and forged billets, as well as for forgings, sections, shapes, strip products and seamless pipes, chips are selected in one of the following ways:
processing the entire cross-section of rolled products or a symmetrical half of it;
by drilling a cross section along the rolling direction at a distance of 1/2 radius, 1/4 diagonal from the surface or 1/2 pipe wall thickness in accordance with Fig. 1 mandatory appendix 2;
by drilling one of the side surfaces to a depth to the middle of the sample in accordance with Fig. 2 applications 2;
by drilling the cross section in accordance with the drawing. 3 Appendix 2 for forgings with a diameter or square side of more than 500 mm.
For rolling small sections, drilling through is allowed, while in shaped profiles they drill in the middle of the flange width or 1/4 of the profile height in accordance with the drawing. 4 applications 2.
For large shaped profiles, machining the entire cross section can be replaced by drilling at different points along the entire cross section with an even distribution and the same drilling depth.
3.6. For thick sheets, wide steel, seamless and welded pipes with a wall thickness of 4 mm. or more, a sample is taken by drilling at three points, and for thicknesses up to 50 mm inclusive - the entire thickness, for thicknesses more than 50 mm. - up to half the thickness.
For sheets and strips, drill at a distance of 10-15 mm from the edge, in the middle of the width and in the middle between the two indicated points.
For welded pipes, drill at a distance of 20-25 mm from the seam at a point diametrically opposite to the seam, and in the middle between the two indicated points.
3.7. For thin-sheet steel, strips, seamless and welded pipes with a wall thickness of less than 4 mm, chips are taken by processing the entire cross-section of a sample cut from a sheet or strip across the rolling direction, or a piece of pipe.
Before processing, a sample or a piece of pipe is cut into several parts or bent into several layers and compressed.
For sheets with a thickness of 1 mm or more, as well as pipes with a wall thickness of 1 mm or more, it is allowed, instead of processing the cross-section of the sample, to take a sample in accordance with clause 3.6.
3.8. The sample is cut from the steel wire at a distance of 10-15 mm from the end of the coil.
The sample is crushed by planing, milling or chopping over the entire cross section.
3.9. If disagreements arise in the assessment of the chemical composition, a sample is taken by processing the entire cross-section of the rolled product or a symmetrical half of it.
3.10. The amount of chips taken in each place should be approximately the same.
Wood shavings taken from different places or from different rolled units are combined, mixed and reduced by quartering to a mass of 20-100 g.
3.11. Samples for spectral analysis in the form of a transverse template 60 mm wide are taken from each controlled rolled unit: from sheets with a thickness of 1 mm to 40 mm, rods with a diameter of 20 mm to 250 mm, angles No. 2-14, beams No. 10-36, channels No. 5-30.
3.12. For sheet and wide-band steel, samples are cut from half of the template:
for sheets with a thickness of 4 mm or less - one sample measuring 40X40 mm in accordance with drawing. 1 mandatory appendix 3;
for sheets with a thickness of more than 4 mm - three samples measuring 10x30 mm at the edge, middle and 1/2 half-width in accordance with drawing. 2 applications 3. For sheet thickness from 4 mm to 6 mm - damn. 1 applications 3.
3.13. For long products with a diameter or square side of 28-50 mm, use the entire cross-section of the template in accordance with the drawing. 3, 4 of Appendix 3. For long products with a diameter of more than 50 mm, a sample 40 mm wide is cut from the template symmetrically to the diameter or diagonally long through the entire cross-section of the template in accordance with Fig. 5, 6 appendices 3.
3.14. For shaped rolled products, half of the transverse template is used. Depending on the size of the rental, it is possible to cut the sample into several parts in accordance with the drawing. 7-9 appendices 3.
3.15. Samples for spectral analysis for sheets with a thickness of less than 4 mm are processed from the side of the sheet surface; for sheets more than 4 mm, as well as for long and shaped rolled products, the cross section is processed. For sheets with a thickness of 4 to 6 mm, surface treatment of the sheet is allowed. The roughness of the treated surface Rz should be no more than 20 microns according to GOST 2789-73.
3.16. On the treated surface of each sample, spectral analysis is performed at two or three points indicated in the drawing. The search spots are located at a distance of at least 10 mm from the edge of the profile or the cutting site. For long products, the search spots are located along the diameter or diagonally. One search spot should fall in the center of the profile. For sheet and shaped rolled products, search spots are located throughout the entire thickness of the profile in accordance with the drawing. 10, And Appendix 3. The measurement results are averaged for each rental unit.
3.17. If the search spot is larger in area than the sharpened cross-section of the profile, then those adjacent to the surface parallel to the rolling direction are also cleaned.
DIAGRAMS OF CUP-MOLDS FOR SAMPLING
|
Cup-mold Material: cast iron or copper. Sample thickness - 4-6 mm. Crap. 7 APPENDIX 2 Mandatory SCHEMES FOR SAMPLING FROM BILLETS, FORGINGS AND ROLLED FORGES FOR CHEMICAL ANALYSIS
Damn.1
Crap. 2 |


2. SELECTION AND PREPARATION OF BUCKET SAMPLES OF STEEL AND ALLOYS
by drilling one of the side surfaces to a depth to the middle of the sample in accordance with Fig. applications;
by drilling the cross section in accordance with the drawing. applications for forgings with a diameter or square side greater than 500 mm.
For rolling small sections, drilling through is allowed, while in shaped profiles they drill in the middle of the flange width or 1/4 of the profile height in accordance with the drawing. applications.
For large shaped profiles, machining the entire cross section can be replaced by drilling at different points along the entire cross section with an even distribution and the same drilling depth.
for sheets with a thickness of more than 4 mm - three samples of size 40´ 30 mm at the edge, middle and 1/2 half-width in accordance with drawing. applications. With a sheet thickness from 4 mm to 6 mm - damn. or applications.
3.11, 3.12. (Changed edition, Amendment No. 2).
Mold with the shape of a truncated tetrahedral pyramid
A = 34 ´ 34
b= 22 ´ 22
Combined mold with truncated cone shape
Material: 1 - copper; 2, 3, 4, 5 - steel
Mold with a prism shape
Mold with truncated cone shape
Material - cast iron or steel.
Mold
Double disc mold for cast iron sampling
Material: cast iron or copper. Sample thickness - 4 - 6 mm.
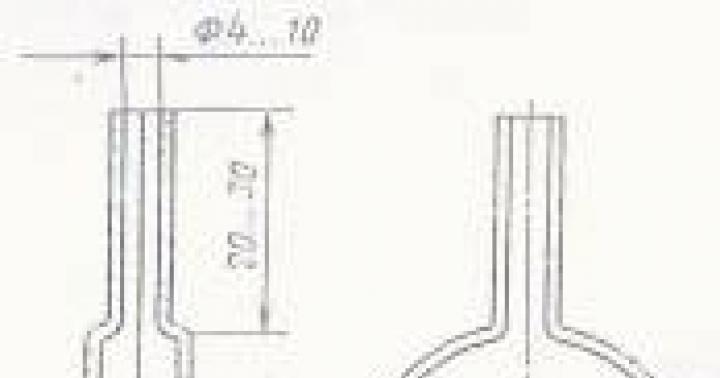
Detachable probe for sampling liquid steel
Detachable probe for sampling liquid steel
(Changed edition, Amendment No. 1,).
APPENDIX 2
Mandatory
SCHEME FOR SAMPLING FROM BLANKETS, FORGINGS AND ROLLED WORKS
FOR CHEMICAL ANALYSIS
APPENDIX 3
Mandatory
SCHEMES FOR SAMPLING FROM BILLETS AND FINISHED ROLLED PRODUCTS FOR SPECTRAL ANALYSIS
b) physical methods involving the determination of constituent elements without a chemical reaction (see paragraph).
Numbers indicate corresponding points in the text
It is allowed to store samples for analysis in the form of a solid mass and prepare shavings as needed.
6 . Selection and preparation of solid, pressed or melted samples for determination of chemical composition using physical methods of analysis
(Emission spectrometry in visible and ultraviolet spectral regions, X-ray fluorescence, mass spectrometry, etc.)
Depending on the requirements of the product standard or by agreement of interested parties, the following are used for testing:
a) solid sample;
b) pressed or melted sample.
Note: Not all grades of steel can be pressed and melted.
To carry out the analysis, a small portion of the sample is taken. The volume of test material is selected in accordance with the method of analysis.
6.1 . Solid sample
A solid sample is obtained by separating such a part of the material from the workpiece that can be placed on a special table or secured in the sample holder of an analytical instrument.
The separation of the sample is carried out by sawing, planing, cross-cutting, shearing or stamping.
The surface of the sample is ground, milled or sandpapered to the cleanliness required for the appropriate analysis. To treat the sample surface before determining the silicon content by X-ray fluorescence analysis or emission spectrometry, alumina is used as an abrasive material. Before determining the aluminum content using the same methods, the surface of the sample is treated with silicon abrasive. When determining carbon content by emission spectrometric analysis, an oxide-based abrasive is used to treat the surface of the sample.
In the absence of any specification in the product standard, a portion of the sample corresponding to the cross-section of the product is selected for analysis if the sample is of sufficient thickness.
6.2 . A solid sample with a thickness of less than 1.5 mm.
Some physical analysis methods produce an electric arc or spark between a solid sample and an electrode (visible-ultraviolet emission spectrometry or mass spectrometry), which heats the solid sample. The thinner the sample, the greater the local heating.
For solid samples less than 1.5 mm thick, it may be necessary to use special technology to reduce local heating from sparking. For example, the edges of a solid sample can be welded* to a small steel plate, or one side of the sample can be layered with tin and the other side left free.
* 1 MPa = 1 N/mm 2 = 10 bar.
Then the surface of the sample with the ring pressed into one piece is processed as indicated in paragraph. After this, the sample is analyzed using physical methods.
The surface quality of the analyzed sample depends to a certain extent on the shape and size of the chips. Do not use chips that are too small to pass through a sieve with holes less than 0.80 mm in diameter.
The calibration curves of the analytical instrument are drawn from the results of the analysis of pressed samples.
6.4 . Remelted sample
Chips, solid samples or small pieces of steel can be melted under inert gases in special melting apparatus, such as a high-frequency or argon-arc furnace, to give them a shape suitable for spectral analysis.
It is important that any quantitative chemical changes in the material being melted are recorded and that they do not have a significant impact on the test results.
Note: To minimize changes in the chemical composition of the remelted material, 0.05 g of zirconium is often added to it as a deoxidizing agent, and the analytical device is calibrated based on the results of testing standard remelted samples.”
APPENDIX 4. (Entered additionally, Change No. 2 ).
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the USSR Ministry of Metallurgy
2. APPROVED AND ENTERED INTO EFFECT by Resolution of the USSR State Committee on Standards dated December 30, 1981 No. 5786
3. Appendix 4 of this standard was prepared by direct application of the international standard ISO 377-2-89 “Selection and preparation of specimens and samples for testing of forged steel. Part 2. Samples for determining the chemical composition"
4. INSTEAD GOST 7565-73
5. The validity period was removed by Gosstandart Decree No. 879 dated June 17, 1991
6. EDITION (September 2009) with Amendments No. 1, 2, approved in June 1986, June 1991 (IUS 9-86, 9-91)
. The metal is poured into the mold. The design and dimensions of cups-molds for chemical analysis are shown in Fig. - , for spectral analysis - damn. , recommended application .It is also possible to use other molds that ensure the required accuracy of the analysis results.
(Changed edition, Amendment No. 2).
2. SELECTION AND PREPARATION OF BUCKET SAMPLES OF STEEL AND ALLOYS
by drilling one of the side surfaces to a depth to the middle of the sample in accordance with Fig. applications;
by drilling the cross section in accordance with the drawing. applications for forgings with a diameter or square side greater than 500 mm.
For rolling small sections, drilling through is allowed, while in shaped profiles they drill in the middle of the flange width or 1/4 of the profile height in accordance with the drawing. applications.
For large shaped profiles, machining the entire cross section can be replaced by drilling at different points along the entire cross section with an even distribution and the same drilling depth.
for sheets with a thickness of more than 4 mm - three samples of size 40´ 30 mm at the edge, middle and 1/2 half-width in accordance with drawing. applications. With a sheet thickness from 4 mm to 6 mm - damn. or applications.
3.11, 3.12. (Changed edition, Amendment No. 2).
Mold with the shape of a truncated tetrahedral pyramid
A = 34 ´ 34
b= 22 ´ 22
Combined mold with truncated cone shape
Material: 1 - copper; 2, 3, 4, 5 - steel
Mold with a prism shape
Mold with truncated cone shape
Material - cast iron or steel.
Mold
Double disc mold for cast iron sampling
Material: cast iron or copper. Sample thickness - 4 - 6 mm.
Detachable probe for sampling liquid steel
Detachable probe for sampling liquid steel
(Changed edition, Amendment No. 1,).
APPENDIX 2
Mandatory
SCHEME FOR SAMPLING FROM BLANKETS, FORGINGS AND ROLLED WORKS
FOR CHEMICAL ANALYSIS
APPENDIX 3
Mandatory
SCHEMES FOR SAMPLING FROM BILLETS AND FINISHED ROLLED PRODUCTS FOR SPECTRAL ANALYSIS
b) physical methods involving the determination of constituent elements without a chemical reaction (see paragraph).
Numbers indicate corresponding points in the text
5 . Collection and preparation of samples in the form of chips for determination of chemical composition using chemical analysis methods
5.1 . Machining and cutting
All instruments, machines and containers used for sample preparation must be pre-cleaned to prevent any contamination of samples for analysis.
Planing, milling, turning or cutting are used to take samples across the entire cross-section of the product.
If samples are taken not over the entire cross-section, but in individual places, drilling or one of the specified types of metal processing is usually used.
The use of cutting lubricants is permitted only in exceptional cases. In this case, the chips must be cleaned with any solution that does not leave residue.
When machining the product, oxidation and overheating of the chips are not allowed. The inevitable development of chip tarnish due to heat when machining some manganese and austenitic steels must be minimized by proper selection of cutting tools and cutting speeds.
As a result of cutting, the chips should be small and of such a size that they do not have to be further grind in accordance with the requirements of paragraph. during sample preparation for analysis.
The size of the chips should be such that the mass of each chip is between 2.5 mg and 25 mg.
For unalloyed and low-alloy steels, the chips should have a mass of about 10 mg, for high-alloy steels - about 2.5 mg.
If carbon steel is tested, the chips should be as continuous and compact as possible (about 100 mg) to prevent chipping and loss of graphite. Chips obtained as a result of mechanical processing of metal are not suitable for determining the oxygen content.
5.2 . Grinding and sifting
5.2.1 . Grinding
If the chips obtained in accordance with paragraph are not suitable for testing, they are crushed using a pre-cleaned crusher.
If this grinding is not suitable, one of the types of cutting is used.
5.2.2 . Screening
If sieving is necessary to obtain the desired sample, then all the chips are sifted through a sieve with holes with a diameter of 2.5 mm.
If necessary, the unsifted chips are re-crushed and sifted again.
If the sample contains dust, i.e. chips that pass through a sieve with holes 0.050 mm in diameter, then this dust must be separated by sieving, and the two fractions thus obtained are weighed. In this case, the sample will consist of two parts proportional to these fractions.
To determine the carbon content, take a whole sample sifted through a sieve with holes 2.5 mm in diameter.
To determine the nitrogen content, the sample is mechanically processed so that there are as few individual particles smaller than 0.050 mm as possible. 6 . Selection and preparation of solid, pressed or melted samples for determination of chemical composition using physical methods of analysis
(Emission spectrometry in visible and ultraviolet spectral regions, X-ray fluorescence, mass spectrometry, etc.)
Depending on the requirements of the product standard or by agreement of interested parties, the following are used for testing:
a) solid sample;
b) pressed or melted sample.
Note: Not all grades of steel can be pressed and melted.
To carry out the analysis, a small portion of the sample is taken. The volume of test material is selected in accordance with the method of analysis.
6.1 . Solid sample
A solid sample is obtained by separating such a part of the material from the workpiece that can be placed on a special table or secured in the sample holder of an analytical instrument.
The separation of the sample is carried out by sawing, planing, cross-cutting, shearing or stamping.
The surface of the sample is ground, milled or sandpapered to the cleanliness required for the appropriate analysis. To treat the sample surface before determining the silicon content by X-ray fluorescence analysis or emission spectrometry, alumina is used as an abrasive material. Before determining the aluminum content using the same methods, the surface of the sample is treated with silicon abrasive. When determining carbon content by emission spectrometric analysis, an oxide-based abrasive is used to treat the surface of the sample.
In the absence of any specification in the product standard, a portion of the sample corresponding to the cross-section of the product is selected for analysis if the sample is of sufficient thickness.
6.2 . A solid sample with a thickness of less than 1.5 mm.
Some physical analysis methods produce an electric arc or spark between a solid sample and an electrode (visible-ultraviolet emission spectrometry or mass spectrometry), which heats the solid sample. The thinner the sample, the greater the local heating.
For solid samples less than 1.5 mm thick, it may be necessary to use special technology to reduce local heating from sparking. For example, the edges of a solid sample can be welded* to a small steel plate, or one side of the sample can be layered with tin and the other side left free.
* The method of autogenous welding with a tungsten electrode in an inert gas environment is used.
Then the surface must be treated as specified in paragraph 6.1. After this, the sample is analyzed using physical methods.
The surface quality of the analyzed sample depends to a certain extent on the shape and size of the chips. Do not use chips that are too small to pass through a sieve with holes less than 0.80 mm in diameter.
The calibration curves of the analytical instrument are drawn from the results of the analysis of pressed samples.
Chips, solid samples or small pieces of steel can be melted under inert gases in special melting apparatus, such as a high-frequency or argon-arc furnace, to give them a shape suitable for spectral analysis.
It is important that any quantitative chemical changes in the material being melted are recorded and that they do not have a significant impact on the test results.
Note: To minimize changes in the chemical composition of the remelted material, 0.05 g of zirconium is often added to it as a deoxidizing agent, and the analytical device is calibrated based on the results of testing standard remelted samples.”
APPENDIX 4. (Entered additionally, Change No. 2 ).
INFORMATION DATA
1. DEVELOPED AND INTRODUCED by the USSR Ministry of Metallurgy
2. APPROVED AND ENTERED INTO EFFECT by Resolution of the USSR State Committee on Standards dated December 30, 1981 No. 5786
3. Appendix 4 of this standard was prepared by direct application of the international standard ISO 377-2-89 “Selection and preparation of specimens and samples for testing of forged steel. Part 2. Samples for determining the chemical composition"
4. INSTEAD GOST 7565-73
5. The validity period was removed by Gosstandart Decree No. 879 dated June 17, 1991
6. EDITION (September 2009) with Amendments No. 1, 2, approved in June 1986, June 1991 (IUS 9-86, 9-91)