Tři účinné, podle našeho názoru vývoj pilot a pilotových základů ve stavebnictví jsou technickým řešením katedry technologie staveb Státní technické univerzity v Brestu: podpora piloty (patent Běloruské republiky na užitný vzor č. 8603), vrtaná pilota (patent č. 8370) a třetí vývoj - hromada (přihláška patentu Běloruské republiky).
Podpěra piloty je ve srovnání s jinými podobného určení velmi jednoduchá na výrobu, minimálně kov náročná (pouze kovový hřídel), levná a technologicky vyspělá ve výrobě. Na takových podpěrách můžete stavět ploty, brány, stavět venkovské domy, usedlosti a další širokou škálu nadzemních staveb.
Podpěra piloty před ponořením do vrtu je tvarovaná kovová trubka 1 s padacími lopatkami 2 vytvořenými z částí stěny proříznutých podélnými štěrbinami 3 na spodním konci trubky (obr. 1). Samotná trubka 1 je v příčném řezu vyrobena ze čtvercového krabicového profilu (patent č. 8603). Může být také vyroben v obdélníkové krabicové části. Oba typy skříňových profilů jsou vyráběny domácím průmyslem a jsou levnější než kulaté kovové trubky, přibližně stejné jako krabicové profily, pokud jde o plochu průřezu kufru.
Podélné řezy 3 se provádějí na bočních okrajích trubky 1 pomocí řezačky nebo řezačky na frézce nebo řezačce, plynové nebo petrolejové řezačce nebo i na brusce (brusce) a také ručně pomocí pily na železo. Navíc, čím větší je délka lopatek 2 a délka podélných štěrbin 3, tím větší bude otevření lopatek ve studni a tím větší bude rozšíření v zemi.
Po vyvrtání studny do půdy jakýmkoli nástrojem, mechanismem, zařízením nebo strojem požadované hloubky a větším (ve srovnání s rozměry průřezu trubky 1) průměru se do ní spustí (spadne) ztracená botka 4, předtím vybrány z přírodního nebo umělého kamene ve formě zaobleného balvanu nebo kulového tělesa a poté přistoupit k otevření lopatek 2 ucpáním trubky 1 (obr. 2). V důsledku velké velikosti patky 4 v příčném řezu (ve srovnání s rozměry příčného řezu trubky 1), ale menší ve srovnání s průměrem jímky, začnou lopatky 2 trubky 1 klouzat a oddalovat se podél bota 4 (balvan) do stran a narazí do stěn studny, čímž se v ní vytvoří rozšíření a samotná podpěra hromady. Po dostatečném otevření lopatek 2 ve studni (což lze posoudit vizuálně i přístrojově na tahu trubky 1 ve studni) se přistupuje k vrstvenému zasypávání studny zeminou, pískem, štěrkem s pečlivým hutněním. každé vrstvy. Výsledkem je vytvoření pilotové podpory v zemině s velmi vysokou únosností podél základní zeminy pro vertikální i horizontální zatížení vtlačením.
BrGTU také vyvinulo druhou (patent Běloruské republiky č. 8370) a třetí (přihláška patentu Běloruské republiky) možnost uspořádání podpěr pilot (vrtaná pilota a pilota), které se od první liší v tvar dříku a materiál hromady.
U vrtané hromady je šachta kruhová z kovové trubky 1 s padacími lopatkami 2, vyrobené z úseků stěny proříznutých podélnými štěrbinami 3 na spodním konci šachty (obr. 3). Později se pod vlivem jízdy lopatky 2 ve studni otevřou a promění se v podpěru piloty v zemi (obr. 4).
V hromadě je kmen 1 vyroben ze dřeva z kulatiny (kulaté dřevo) a sklopné lopatky 2 jsou vyrobeny z kovu, hřebíků nebo šroubů 5 připevněných ke kmeni (obr. 5). Otevírání lopatek 2 ve studni se rovněž provádí ražením (obr. 6).
Jinak jsou konstrukce podpěry piloty, vrtané piloty a piloty podobné a technologie jejich instalace do studní dříve vrtaných v zemi jsou podobné.
Za určitých podmínek mohou všechny tři stavby přinést významné ekonomické výhody ze zavedení do stavební praxe, zejména na měkkých půdách Běloruské republiky.
V.P. Chernyuk, docent, Ústav technologie stavebnictví
Státní technická univerzita v Brestu, Ph.D.
Mnoho lidí přichází s nápady, jak zlepšit svou práci. Často zůstávají jen nápady. Pokud jsou však vydány formou racionalizačního návrhu, mohou přinést výhody i peníze. Jak vypracovat a předložit racionalizační návrh, řekneme v článku.
Z článku se dozvíte:
Jak učinit racionální nabídku
1. První fází vypracování racionalizačního návrhu (dále jen ZP) je slovní vyjádření všech aspektů myšlenky:
- za jakých podmínek jej lze realizovat;
- kdo to bude používat;
- jak bude nápad realizován;
- jaké výhody podnik získá ze zavedení RP.
2. Druhou etapou je studium historie dané problematiky. Musíte shromáždit všechny informace o tom, jak byl tento problém řešen dříve, jaké jsou přístupy k jeho řešení nyní, jaká je výhoda vašeho řešení tohoto problému. Může to být ekonomičtější, bezpečnější, pohodlnější použití atd. Všechny argumenty ve prospěch vaší možnosti musí být podpořeny čísly, tzn. měli byste provést ekonomickou analýzu RP.
PŘÍKLAD
Zvažme tento krok na příkladu. Řekněme, že chcete upgradovat škrabku na brambory. Prostudujte si otázku. Loupání brambor běžným nožem znamená ztrátu 10 g na každou středně velkou hlízu. Váš nůž snižuje množství odpadu na 5 g. Pokud jsou náklady na kilogram brambor 25 rublů a hmotnost hlízy je 70 g, výsledná úspora bude 2 rubly. z kilogramu. Je třeba počítat i s úsporou času. Jsou to 2 minuty na kg. Pokud jsou náklady na pracovní hodinu 120 rublů, úspory budou další 4 rubly. Dále je třeba poznamenat snadnou manipulaci a zvýšenou bezpečnost zaměstnance provádějícího tuto operaci.
Všechny uvedené informace musí být shrnuty do tabulky, ke které by měly být připojeny výkresy, grafy, schémata a také stručný popis RP. Text popisu by neměl přesáhnout 1-2 strany a vyjadřovat samotnou podstatu RP: předmět návrhu, odlišnost od analogů, ekonomické přínosy.
Jak žádat o inovační návrh
Když je popis RP připraven, je třeba podat žádost. Pro aplikaci se bere standardní list formátu A4. Zcela nahoře vlevo je uveden adresát. Zpravidla je to vedoucí organizace.
Vpravo nahoře do rámečku napíšeme slovo „Registered for No.“ a necháme místo na datum.
Certifikace pracovníků ve školství bude v roce 2017 dobrovolná a povinná:
- osobní číslo;
- Celé jméno;
- Místo výkonu práce a místo registrace;
- Profese, specializace, postavení, vzdělání.
- Rok narození.
"Žádost o návrh racionalizace".
Další podtitul „Dohoda o rozdělení odměny". Pod ním by mělo být uvedeno následující: " Dříve dané věta nikde nepředloženo"(a pokud bylo odesláno, měli byste uvést, kde přesně) a dále" Podělte se prosím o licenční poplatky rovným dílem.“ (pokud existuje jiná dohoda se spoluautory, musí být tato možnost označena.
Následuje tato věta: „Potvrzuji (prohlašujeme), že jsem (jsem) autorem (spoluautorem) tohoto návrhu. Vím (jsme) o tom, že pokud bude návrh uznán jako tajný, zavazuji se (zavazujeme se) dodržovat pravidla mlčenlivosti, včetně pravidel stanovených nařízeními o objevech, vynálezech a racionalizačních návrzích.
Další, poslední odstavec „Přiloženo:
- grafické podklady (náčrty, výkresy, schémata, grafy atd.) na ... listech;
- technicko-ekonomické výpočty, zdůvodnění apod. na ... listech;
- další materiály na ... listech.
Celkem na … listech.“
Další list vaší žádosti bude „Závěry k nabídce“.
V této části byste měli uvést některé zpětné vazby obdržené pro váš RP. Musí být alespoň dvě recenze. Jeden musíte získat od své obchodní jednotky a druhý a následující od jiných oddělení vaší organizace (například ekonomické, právní nebo účetnictví).
Všechny posudky musí být ověřeny podpisy s uvedením pozice a data. Upozorňujeme, že pokud implementace vašeho WP může zlepšit pracovní podmínky zaměstnanců společnosti, pak v tomto případě budete muset získat zpětnou vazbu od specialisty bezpečnosti práce vaší společnosti. V praxi si recenze sestavují autoři ŘP sami s přihlédnutím k připomínkám těch osob, které je podepíší.
Struktura posudku se skládá ze dvou bloků – v prvním jsou uvedeny všechny výhody RP, rozdělené po recenzích, a druhý by měl odůvodňovat potřebu uznat tento návrh jako racionalizaci.
Následující list má název " Rozhodnuto o nabídce". Zde by měl být ponechán dostatečný prostor pro text rozhodnutí, který má být uveden. Prostor pro podpis a datum by měl být rovněž poskytnut."
Úplně dole na listu je vložena tabulka s nadpisem „ Změny v regulační a technické dokumentaci". Bude mít následující sloupce:
- Název dokumentu;
- Číslo oznámení;
- Datum změny;
- Funkce a název oddělení;
V případě, že váš WP povede ke změnám na předpisy společnosti, budou tyto údaje zaneseny do tabulky.
Poslední, nejpříjemnější řádek:
« Obdržel certifikát pro návrh racionalizace (a).»
Datum a podpis.
Proces podání žádosti byl dokončen. K ní by měly být připojeny všechny doplňující materiály a podána žádost zastupitelstvu o návrhy racionalizace. Žádosti se obvykle posuzují na konci každého čtvrtletí. Pokud bude váš návrh schválen, získáte cenu, certifikát, čest a slávu a hlavně morální zadostiučinění.
Jak napsat dobrý motivační dopis
Nabídkový dopis je vypracován na hlavičkovém papíře organizace.
Jaká je struktura textu nabídkového dopisu?
Doporučuje se začít nabídkový dopis přímo z podstaty dopisu, tedy z návrhu. Již v prvním řádku dopisu by mělo být řečeno, co se nabízí, s uvedením nejdůležitějších podmínek nebo cílů nabídky. Je-li třeba upřesnit předmět nabídky, pak je tato informace uvedena v druhé části dopisu po učinění nabídky.
Jaká klíčová slova a fráze jsou v dopise použity?
Klíčovým slovesem nabídkového dopisu je sloveso „nabízet“. Pokud je dopis adresován konkrétní osobě, zájmeno „ Tobě»: « nabízíme vám…". Pokud je dopis určen organizaci jako celku nebo skupině osob, osobní zájmeno se píše s malým písmenem: „nabízíme vám ...“.
Pokud je návrh zasílán jako odpověď na žádost, v úvodní větě dopisu je třeba vyjádřit vděčnost adresátovi za jeho zájem, například: „ Děkujeme za váš zájem o náš program testování personálu.».
PADESÁT NÁVRHŮ NA ZLEPŠENÍ
Asi v roce 1956 jsem měl na kontě již 50 racionalizačních návrhů. Nemohu říci, že by všechny byly velmi cenné, ale všechny se týkaly nových typů nástrojů pro řezbářství nebo zdokonalení technologie výroby různých nástrojů. A napadlo mě, že by se moje nástroje mohly hodit nejen v naší továrně. Ale jak je implementovat v jiných podnicích, o tom jsem neměl tušení.
Zde jsou některé z mých racionalizačních návrhů, které, jak se později ukázalo, našly uplatnění v mnoha strojírenských závodech u nás.
Způsob výroby měřicích kleštin. V mnoha moderních strojích existují různé jednotky, jejichž napájení se provádí pohybem pístu ve válci - běžné hydraulické spojení.
Aby taková spojení byla dostatečně spolehlivá a fungovala bezchybně, je nutné, aby mezera mezi válcem a pístem pracujícím v olejovém prostředí byla 5-7 mikronů. To je teoreticky zdůvodněný úkol, který si projektant zadal.
A jak byla v praxi při výrobě těchto systémů zaručena mezera 5-7 mikronů? V žádném případě nebo jen "na sondě"!
Poté, co jsem se podrobně podíval na techniku dokončování pístu a vnitřního povrchu válce ve strojírnách, vyrobil jsem hladké měrky pro zavírače každé 2 mikrony, aby mohly přesně změřit vnitřní průměr válce a měly alespoň nějaký druh reference . Ale takové ráže jsou samozřejmě primitivní. Ostatně válec mohl mít elipsu nebo soudkovitý tvar 2-4 mikrony, což u žádné ráže neucítíte.
Naši dodavatelé zakoupili pneumatická délková měřidla - rotametry a čtyřkulová vnitřní měřidla z produkce závodu Kalibr. Soudě podle inzerátu a pasu oba přístroje zaručovaly přesnost měření vnitřních průměrů do 0,001 mm. To bylo vše, co moderní měřicí technika vytvořila pro interní měření s přesností jednoho mikronu. Obě zařízení se ale v naší továrně neuchytila. Faktem je, že mnoho válců mělo otvory ve stěnách a nebylo možné je změřit pneumatickým kalibrem - do těchto otvorů vycházel vzduch.
Čtyřkuličková vnitřní měřidla také nebyla vhodná, protože omezovala hloubku měření na 30-40 milimetrů a válce jsme museli měřit mnohem déle. Navíc koule často padaly do otvorů válce a pak bylo velmi obtížné vytáhnout vnitřní měrku z válce. U takových měřicích přístrojů nebylo o žádných mikronech co přemýšlet.
Kontrolní mistr N. S. Petrov navrhl nové zařízení - kleštinové měřidlo pro měření hlubokých otvorů s přesností 0,001 mm. Teoreticky zařízení poskytovalo požadovanou přesnost, nevyžadovalo přívod speciálně vyčištěného stlačeného vzduchu, neklesalo do bočních otvorů válce a bylo velmi přenosné: člověk mohl, jak se říká, „nosit v kapse mikron .“ Potřebovalo ho mnoho továren.
Nikolaj Sergejevič Petrov se obrátil na mnoho nástrojáren různých továren a šel do továrny Calibre s požadavkem vyrobit alespoň jeden prototyp svého zařízení. A všude ho odborníci odmítli s tím, že z kovu nelze vyrobit to, co nakreslil na papír. S třmenem dřel několik let. A nakonec mě jednou napadla kresba třmenu.
Všechno v tomto zařízení bylo jednoduché, s výjimkou jednoho detailu - měřicí kleštiny. Aby byla zaručena přesnost měření na jeden mikron, musí být tato kleština samozřejmě vyrobena s ještě větší přesností! Je nemožné dosáhnout takové přesnosti se složitou konfigurací ani se superzlatýma rukama. Bylo nutné najít takovou technologii, ve které by byly správně získány všechny prvky kleštiny.
Kleštinový třmen vynálezce N.S. Petrova
Rozhodl jsem se zkusit vytvořit technologii výroby vnitřní měřicí kleštiny. Na této technologii jsem pracoval šest měsíců. Pak jsem to ještě půl roku přinesl do práce na stroji. A nakonec, o rok později, začali moji studenti vyrábět tyto měřicí kleštiny. A o dva roky později se již v mnoha továrnách na přístroje objevil kleštinový třmen.
Nejtěžší na výrobě měřicí kleštiny je vytvoření hlubokého, přesného kužele s úhlem 52°48'
Byl jsem opakovaně zván do továren, abych ukázal proces výroby měřicích kleštin. To znamená, že potřeba tohoto zařízení v současné době nezmizela. Vedoucí představitelé závodu Calibre, zjevně hájící čest uniformy, však kategoricky odmítli sériovou výrobu Petrovova kleštinového třmenu – „mimozemského“ duchovního dítěte! Proto i nyní v řadě továren vyrábí posuvná měřítka pro sebe a vyhýbají se používání zařízení továrny Calibre. Závod Calibre vytvořil a vyrábí spoustu velmi složitých zařízení a nejpřesnějších nástrojů, ale neměl štěstí na vysoce přesné posuvné měřítko.
Upínací kleština pracuje metodou porovnání s nastavením dané velikosti podle referenčního kroužku. V některých případech lze velikost nastavit podle bloku koncových měr (ne nižších než 3. kategorie), upnutých do měřicí svěrky. Zařízení dokáže kontrolovat otvory až do hloubky 150 mm s přesností 0,001 mm a hlubší otvory s průměrem otvoru větším než 25 mm. Se stejnou přesností můžete zkontrolovat kužel a elipsu díry do celé její hloubky.
Vnitřní měrka kleštiny se skládá z mikrometru s hodnotou dělení 0,001 mm; pouzdro, ve kterém se tyč pohybuje; měřicí kleština a koule. Kleštiny jsou zaměnitelné, se stupnicí na vnějším průměru po milimetrech. Nejmenší průměr naměřený přístrojem je 6 mm, největší 52 mm. Konstrukce zařízení je velmi jednoduchá.
Nejobtížnější věcí při výrobě měřicí kleštiny je získání hlubokého, přesného kužele s úhlem 52°48’ s povrchovou úpravou 11. třídy. Stejně obtížné a důležité je vyrobit vnější elipsu s velmi přesnými poloměry, stejně jako dosáhnout přesné soustřednosti prvků plochy kužele, elipsy a poloměru.
Úhel kužele uvnitř kleštiny se vypočítá matematicky tak, aby se dřík posunul o jeden mikron, když se vnější průměr měřicí koule kleštiny změní přesně o jeden mikron. Pro správnou výrobu kleštiny je nejprve nutné správně provést všechny předběžné operace, protože bez toho ani nejpečlivější dokončení nemůže dosáhnout požadované přesnosti zařízení.
Mnoho mých racionalizačních návrhů se týká řezného nástroje. Z nich bych rád čtenáře seznámil se změnami výrobní technologie pro závitníky a zápustky , které jsou vyžadovány v každém strojírenském závodě a vyrábějí se v SSSR v desítkách tisíc.
Technologie výroby kohoutků je dobře známá:
1) prázdné,
2) řezání závitů (pro broušení závitů nebo konečnou úpravu velikosti),
3) frézování drážek,
4) tepelné zpracování,
5) broušení závitu (pokud je závit řezán s přídavkem na broušení),
6) ostření.
První (hrubovací) závitníky a závitníky se složitými profily závitů se obvykle řežou čisté, když jsou zelené. Tato technologie existuje již mnoho desetiletí a i nyní bude mnoho výrobců nástrojů valit oči, když se jim řekne, že je třeba ji změnit. A tato technologie se musí změnit! Navrhl jsem pouze změnit pořadí dvou operací a to se ukázalo jako dostatečné, aby soustružník mohl splnit normy na 1000 %. Tisíc procent zní nevěrohodně, ale tady se nic přehánět nedá.
Vezměme si například kohoutky s tvarovanými kulatými závity, které jsou ve většině továren v surovém stavu okamžitě čisté nařezány (takový závit se používá v hasicích zařízeních a armaturách).
Podle normy na řezání kulatého závitu závitníku o průměru 20 mm se stoupáním 3 mm a délkou řezu 50 mm to u nás ve výrobě mělo trvat 29 minut - jak se říká, není to moc Průhledná! Přeci jen je potřeba dodržet velikost dvou poloměrů, vnějšího a vnitřního, průměr závitu, a dokonce i čistotu ploch závitu v rámci 7. třídy.
Řezání kulatého závitu je také obtížné, protože třísky ulpívají na závitovém hřebenu po celém profilu a to nevyhnutelně vede k zářezům a lámání na vnějším poloměru závitu. Abychom se vyhnuli nadiru, řezali jsme kohoutky hřebenem upnutým v držáku pružiny, ale ne vždy to pomohlo.
Druhou a třetí operaci jsem prohodil: navrhl jsem vyfrézovat drážky podle obrobku a poté vyříznout závit.
A řemeslníci a technologové na mě samozřejmě koukali a začali se předhánět, aby dokázali, že prý stříhání zasáhne, hřeben odštípne a držák pružiny s hřebenem bude pořád „kývat“!
Trval jsem však na svém a hned na první várce 100 kusů jsem normu splnil na 1000%: zhotovení každého kohoutku mi trvalo 2,9 minuty. A žádný zázrak se zde nekonal, teoreticky bylo vše předem odůvodněno a pochopeno. Nejprve jsem opustil držák pružiny a hřeben jsem upnul do pevné ocelové tyče s otvorem pro šroub. Takový pevný držák nevydával žádné „kývnutí“ při řezání do úderu.
Při řezání starou metodou se na závitech často získávaly zářezy, a aby se jim předešlo, bylo nutné pracovat při nízkých otáčkách. Novou metodou (řezání na ráz) jsem zvýšil otáčky 10x a v podstatě bylo pryč stříhání na ráz jako takové: při loupání nitě se třísky spojily do souvislé krátké silné pásky.
Co způsobilo nadir vlákna se starou metodou? Kvůli třískám ulpívajícím na hřebenu. S novou metodou se takové lepení třísek samo zastavilo. Třísky se samozřejmě stále držely, ale teď, než začalo řezání, každý hrot klepnutí srazil přilepené třísky z hřebene.
Následně jsem to vše analyzoval, když jsem po spuštění stroje na nízkou rychlost zkoumal práci hřebene pod lupou novou metodou. Při změně technologie jsem se řídil pouze intuicí a bohatými zkušenostmi s řezáním všech druhů závitů na široké škále řezných a měřicích nástrojů.
Zpočátku se někteří řezbáři a mechanici snažili nové technologii oponovat. Ale výhoda nové metody byla tak zřejmá, že brzy všichni navlékači začali požadovat, aby jim byly dány závitníky s předem vyfrézovanými drážkami k řezání.
Po dvou třech týdnech za mnou přišli ořezávátka, aby mi poděkovali. "Jak snadné a rychlé se nyní stalo ostření závitníků!" říkali. Rozuměl jsem jim perfektně: dříve, když se frézovaly drážky pro závitníky po navlečení závitu, fréza ohýbala velké otřepy do závitu a brousek musel z každého pera odstranit hodně kovu brusným kotoučem, aby tyto otřepy odstranil. Nyní jsou otřepy pryč a ostření šlo 3x rychleji.
Novou technologii začali používat závitaři, kteří vyráběli závitníky s konvenčním metrickým závitem: hrubé závitníky se začaly řezat „na ránu“ okamžitě na celou velikost, dokončovací byly řezány „na ránu“ s přídavkem na broušení závitu.
Brzy jsem slyšel od brusičů nití vděčnost, kterou jsem, upřímně řečeno, nečekal. Zdá se, že pro brusku závitů nezáleží na tom, kdy byl závit předřezán - před frézováním drážky nebo po frézování. Ukázalo se - zdaleka ne všechny stejné. Bruska závitů narazí na závit brusným kotoučem „na jiskru“ – „udeří“ podél jedné strany profilu, zahlédne jiskru a všimne si tohoto okamžiku na indikátoru podélného zdvihu, poté přivede kotouč na druhou stranu profilu dokud nezískáte stejnou jiskru. Na ukazateli uvidí, kolik je z jedné strany profilu na druhou, a tuto hodnotu rozdělí na polovinu. Poté nasadí závitové kolo přesně doprostřed (podle indikátoru) a začne brousit profil závitu - má jistotu, že trefil závit přesně doprostřed.
U prvního způsobu byla jiskra získána z kontaktu brusného kotouče s otřepům, který zůstal po frézování uvnitř profilu závitu, a nikoli s rovinou profilu. Kotouč na broušení závitů se proto ne vždy trefil přesně do středu závitu, dělník obrousil pouze jednu stranu závitu a druhá zůstala černá - a závitník šel do manželství.
Nyní nejsou žádné otřepy, jiskra byla získána pouze z dotyku kruhu do samotné roviny vlákna a zásah do vlákna byl vždy přesný. Manželství skončilo úplně.
Několik slov o implementaci norem o 1000% při řezání jemných závitníků s kulatými závity.
Samozřejmě, že pouze jedna permutace pořadí operací nemohla poskytnout tak vysoký výsledek. Zde hrály poměrně důležitou roli různé maličkosti, jejichž použití umožnilo bez problémů, ale rychle a sebevědomě provést dvě operace - řezání (loupání) profilu a dokončovací závitování.
Každá operace trvala v průměru jednu a půl minuty. Mezi takové „drobnosti“ patří, jak jsem řekl, odmítnutí držáku pružiny, karbidový (nerotující) zadní střed, proražení (označení) jedné ze stran závitníku pro svorku atd.
S jednoduchým (ocelovým) zadním středem by bylo nemožné zvýšit rychlost řezání 10x - shořel by. Rotující střed neposkytuje stabilitu a dostatečnou tuhost při řezání „na náraz“, výrobek by začal vibrovat. To vše eliminovalo použití tvrdokovového středu.
Označení jedné strany čtyřhranu závitníku umožnilo upnout límec vždy na jedno místo, což ušetřilo soustružník od nutnosti dostat se do závitu po odizolování dokončovacím hřebenem. Stačilo napoprvé trefit závit – a zbývajících 99 závitníků již tuto operaci nepotřebovalo.
Použití takových drobností v kombinaci s novou technologií umožnilo i nyní, kdy, zdá se, již vše zohledněno a spočítáno, splnit normu na 1000 %.
Pokud jde o aplikaci nové technologie výroby kruhových zápustek, i v tomto případě došlo k výraznému efektu.
Podle konvenční technologie bylo řezání vnitřních závitů pomalé, protože u průběžných třísek bylo riziko zadírání závitu matrice ještě větší než u vnějšího závitování. Podle mnou navržené technologie se nejprve vyvrtají okénka v kulatých matricích, poté se vyvrtá otvor pro závitování, poté se odstraní zadní část hlavy na peřích matrice na obou stranách a teprve poté se závit odřízne.
Abych takto vyřezal matrice, začal jsem s velikostí 24x1,5 a 24x2 a dosáhl jsem velikosti 100x2. Řezání vedl "při nárazu" vysokou rychlostí s neustálým "klepáním" třísek ulpívajících na zubech hřebene. Řezba byla 2x rychlejší a čistá, bez sebemenšího poklesu.
Kromě zvýšení produktivity v samotné operaci řezání závitů byly odhaleny některé další výhody nové metody: nebylo nutné vyrábět hlavní závitníky pro každou velikost matrice; operace zarážení matrice s hlavními závitníky pro odstranění otřepů v závitu se stala zbytečnou, vady závitu, které se vyskytly při řezání závitů pomocí hlavního závitníku, byly odstraněny.
Samozřejmě, stejně jako řezání závitů, všechny tyto pokroky nepřišly samy od sebe, pouze přeskupením operací v technologii. Pro vnitřní zápustky bylo nutné vyrobit držáky se zvýšenou tuhostí a samotné zápustky pro řezání novou metodou se začaly vyrábět se stopkou velkého průměru. Navíc jsem navrhoval vyrobit matrice pro vysekávací matrice ne s pravidelným profilem, ale s kuželem podél středního průměru, zatímco běžné závitové matrice mají profil závitu vyřezaný do válce s kuželem po vnějším průměru.
U běžných hřebenů funguje jako hrot pouze jeden poslední zub, který se rychle otupí a hřeben se často musí přebrušovat. Při určitém úhlu kužele, který je pro různé stoupání závitu různý, řeže každý zub modernizovaného hřebenu s celým profilem a odebírá velmi malé třísky, což chrání nástroj před otupením a zajišťuje snadný odvod třísek. Takový hřeben se čtyřmi zuby odstraní jedním průchodem vrstvu kovu o hloubce 0,2 mm v průměru.
Pravidelný profil (a) a vylepšený (c) hřeben pro vysekávací nástroje
Dříve navlékači často přemýšleli, zda po vyvrtání oken zatlouct matrici mistrovským závitníkem nebo ji nezahnat? Pokud odjedete, znamená to riskovat matrici, protože není vždy možné okamžitě se dostat do závitu závitníkem (zejména s velkým průměrem). Ale netrefil se hned - talíř jde do manželství. Pokud se neodženou, ostřiče vyvolají pláč, protože musí dlouho brousit peří matrice, aby odstranily otřepy na nitích, které zůstaly po vrtání oken. Často se současně nit žíhala, změkla - a kostka se znovu vdala. Tak a tak – pořád to bylo špatné!
Podle nové technologie všechny tyto potíže zmizely, matrice se začaly projevovat jako kvalitní a dvakrát rychlejší.
Zdánlivě nevýznamná změna v pořadí operací v technologii tedy přinesla skvělý výsledek. Nyní se tato metoda používá v nástrojárnách mnoha továren. Těm nástrojářům, kteří pracují starým způsobem a řežou závit na matrici „v celku“, doporučuji přejít na novou technologii, neztratí!
Nebudu samozřejmě popisovat všech svých 50 racionalizačních návrhů – to je jednak dlouhá doba a jednak není potřeba. Ale o jednom dalším návrhu, který usnadnil těžkou fyzickou práci soustružníků-zavírače, vám povím o mechanizaci dokončovacích závitových kalibrových kroužků středních a velkých velikostí.
Ve většině nástrojáren strojírenských provozů se měrné závitové kroužky řežou frézou a po vytvrzení se upravují litinovými přeplátky. Broušení vnitřních závitů na rážích se používá jen zřídka.
Vezmeme-li např. kroužek M100?2, tak přídavek na dokončení se obvykle nechává na 0,4 mm. A pokud vezmeme v úvahu, že po tepelném zpracování je prsten nevyhnutelně deformován o 0,3-0,35 mm, pak soustružník musí prsten dlouho dodělávat pomocí lapování, přičemž vynakládá mnoho fyzické síly.
Byl jsem schopen mechanizovat dokončování velkých závitových kalibrových prstenců pomocí konvenčního soustruhu. První pokus jsem provedl s kroužky o průměru 60 až 200 mm a k tomuto účelu jsem použil starý stroj, určený k vyřazení z provozu.
Mezi vodítka stroje na žebrech rámu je připevněna lišta s podélnou drážkou. Po této drážce se pohybují dva tlačítkové spouštěče pravého a levého zdvihu a lze je zafixovat na správném místě. Startovací tlačítka jsou podlouhlá a směřují k sobě.
Závitový kroužek se našroubuje na klín obvyklým způsobem a upne se nosným šroubem. Stopka unašeče, pohybující se spolu s prstencem podél osy klínu, ve své krajní poloze stiskne levé tlačítko startéru, které přepne stroj na zpátečku. Po dosažení pravého tlačítka startéru spolu s kroužkem unášeč přepne stroj do dopředného zdvihu. Tím se automaticky obrátí rotace vřetena a tím i změna směru pohybu prstence po klínu. Aby stopka unašeče v krajních polohách narážela na dorazy jemněji, jsou uvnitř rámu připevněny dvě textolitové tyče.
Zařízení pro soustruh pro mechanické dokončování závitových kalibrů
Na kuželový trn se nasadí obyčejný závitový lap a obraceč může pouze sledovat běžný pohyb kroužku po klíně, čas od času přidat lapovací brusivo a pokud kroužek začne slabě chodit po niti klínu, utáhněte jej na trnu. Z kroužku se tak snadno odstraní přídavek 0,7-0,8 mm a závit na kroužku je čistý. 0,03-0,04 mm je ponecháno na finální dokončování a ruční dokončování se provádí na dokončovacím lapu s malým množstvím jemnějšího brusiva.
Kromě závitových prstencových kalibrů lze na modernizovaném stroji stejným způsobem dokončovat různé závitové díly vyžadující odstranění velkých závitových přídavků.
Vzhledem k tomu, že spouštěče pro reverzaci otáčení vřetena při dokončování jsou umístěny pod úrovní vedení lože (jsou zálohou hlavních spouštěčů stroje), zůstává stroj plně vhodný pro jakékoli soustružnické práce a lze jej použít pro zamýšlené účel.
Podařilo se mi racionalizovat a zdokonalit řadu řezbářských prací a nástrojů, ale nemám na tom velkou zásluhu: jen v Moskvě a Leningradu byl stále velký rozdíl v kultuře výroby nástrojů. V leningradských továrnách jsem se hodně naučil, a to, co tam bylo běžné, v moskevských továrnách se často ukázalo jako inovace.
Jaké by mohly být racionalizační návrhy?
Co je vyjádřeno účinností?
Jak vybrat vzorec pro výpočet ekonomické efektivity?
Optimalizací nákladů podniku je možné snížit výrobní náklady. Jednou z metod, jak zlepšit efektivitu průmyslového podniku, je racionální využívání zdrojů a snižování plýtvání a ztrát během výrobního procesu. Aby podniky motivovaly zaměstnance k hledání možností, jak omezit plýtvání, vyvíjejí a zavádějí ustanovení o racionalizaci.
Ekonomická efektivnost racionalizačních činností v podniku se projevuje ve zvyšování výkonu, zlepšování kvality výrobků, snižování ztrát z výrobních vad a odpadů, snižování výrobního cyklu, úspoře materiálových a energetických zdrojů, snižování nákladů na výrobky, zvyšování produktivity práce a její usnadnění. Při výpočtu skutečných úspor z realizace návrhů jsou zohledněny pouze ty nákladové položky na výrobu výrobků, které se v důsledku realizace tohoto návrhu skutečně změní. Z úspor se odečítají veškeré náklady spojené s realizací návrhu.
Aby byli zaměstnanci motivováni k hledání takových řešení, je nutné vypracovat a implementovat opatření o racionalizaci v podniku.
Návrh racionalizace- jedná se o návrh výrobně-technického charakteru, který přímo zkvalitňuje výrobní proces efektivnějším využitím zařízení, materiálů nebo práce pracovníků, ale výrazně nemění konstrukci nebo technologické postupy výroby.
Racionalizační návrhy v oblasti organizace výroby je nutné odlišovat od racionalizačních návrhů v oblasti organizace řízení podniku, ekonomiky apod.
V prvním případě obdrží autor přijatého racionalizačního návrhu odměnu, jejíž výše se zpravidla odvíjí od výše ročních úspor získaných uplatněním návrhu; ve druhém - bonus ve výši stanovené vedoucím podniku nebo instituce.
V druhém případě je potřeba pouze vyhodnotit, zda je návrh racionalizační či nikoliv. A v první musí ekonomové vypočítat ekonomický efekt racionalizačního návrhu.
Volba vzorce pro výpočet ekonomického efektu závisí na typu racionalizačního návrhu.
Podnikoví ekonomové nejčastěji počítají ekonomický efekt prvního typu technických řešení pomocí vzorce:
E \u003d (Z 1 - 3 2) × A 2 \u003d [(C 1 - C 2) - E × (K 2 - K 1)] × A 2, (1)
kde E je roční ekonomický efekt, rub.;
З 1 , 3 2 - snížené náklady na jednotku výroby (práce) vyrobené před a po realizaci racionalizačního návrhu;
C 1 , C 2 - náklady na jednotku výroby (práce) pro změnu nákladových položek před a po zahájení užívání vynálezu nebo racionalizačního návrhu;
E je koeficient snížení kapitálových investic;
K 1 , K 2 - specifické kapitálové investice do výrobních aktiv před a po zahájení používání racionalizačního návrhu, v rublech;
A 2 - roční objem výroby (práce) pomocí racionalizačních návrhů v naturálních jednotkách.
Zvažte postup výpočtu ekonomického efektu na příkladu racionalizačních návrhů na snižování průmyslového odpadu.
V tomto směru existují 2 typy racionalizačních návrhů:
- omezit recyklovatelný odpad a jeho racionální využití;
- o využívání nevratných odpadů.
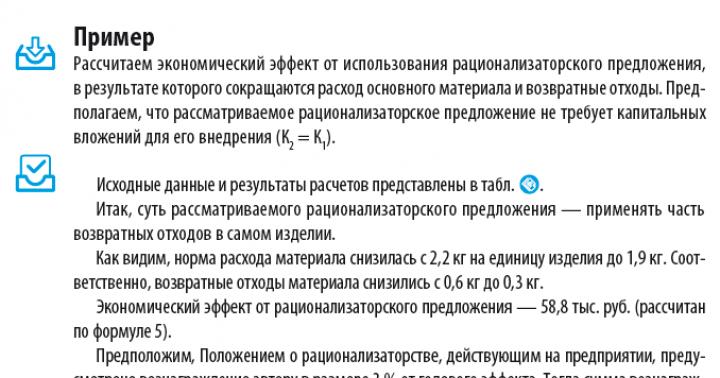
Zajímá nás racionalizační návrh na zlevnění výroby v důsledku snížení vratných odpadů a jejich racionálnějšího využití. Ekonomickým efektem je v tomto případě rozdíl v nákladech hlavního produktu, při jehož výrobě vznikl odpad, u těch nákladových položek, které jsou ovlivněny návrhem racionalizace. To zohledňuje ceny stanovené za prodej odpadu.
A protože vratný odpad je mínus, náklady na hlavní produkt lze vypočítat pomocí vzorce:
C o \u003d N m × (C m + R t) - O m × C o, (2)
kde S o - náklady na jednotku hlavních produktů, rub.;
N m - spotřeba hlavního materiálu, surovin na jednotku produkce;
Р t - náklady na dopravu a pořízení na dodávku jednotky materiálu, surovin do podniku, rub.;
C m - velkoobchodní cena za jednotku materiálu, suroviny, rub.;
Asi m - odpadní materiál, suroviny na jednotku produkce;
P o - cena za prodej jednotky odpadu, rub.
Nahraďte vzorec 2 za vzorec 1:
E \u003d [(N m1 × (C m1 + R t1) - O m1 × C o1 - N m2 × (C m2 + R t2) + O m2 × C o2) - E × (K 2 - K 1)] × A 2. (3)
Pokud P t1 \u003d Rt2, C m1 \u003d C m2, C o1 \u003d C o2 atd., vzorec pro výpočet ekonomického efektu bude vypadat takto:
E \u003d [(C m1 + R t1) × (N m1 - N m2) - C o1 × (O m1 - O m2) - E × (K 2 - K 1)] × A2. (čtyři)
Pro výpočet ekonomického efektu racionalizačního návrhu na použití nevratných odpadů místo ušlechtilých materiálů pro výrobu výrobků jsou náklady na výrobu výrobků z ušlechtilých materiálů porovnány s náklady na výrobu výrobků z ušlechtilých materiálů. nevratný odpad. V tomto případě se berou v úvahu pouze měnící se nákladové položky.
V tomto případě lze použít vzorec 4. Za předpokladu, že O m1 \u003d O m2, vzorec bude mít tvar:
E \u003d [(Cm1 + Rt1) × (Nm1 - Nm2) - E × (K2 - K1)] × A2. (5)

stůl 1
Výpočet ekonomického efektu racionalizačního návrhu, který mění výrobní plýtvání
|
č. p / p |
Ukazatele |
jednotka měření |
Před použitím |
Po použití |
|
Výstup |
||||
|
jednotková cena |
||||
|
Počítaje v to |
||||
|
spotřeba základního materiálu na jednotku výroby |
||||
|
velkoobchodní cena materiálu za 1 kg |
||||
|
náklady na dopravu a pořízení na 1 kg |
||||
|
odpadu na jednotku produkce |
||||
|
jednotková cena odpadu |
||||
|
Ekonomický efekt |
58 800,00 |
|||
R. V. Kazancev,
finanční ředitel LLC UK "Teplodar"
přepis
2 Obchodní portál „Řízení výroby“ se úspěšně rozvíjí od roku 2010. Vznikl na základě stejnojmenného magazínu o řízení výroby (první číslo vyšlo v roce 2008) z důvodu převedení do internetového formátu. V současné době pracujeme pouze v tomto formátu. V září 2011 vstoupil do projektu velký strategický investor, který umožnil zahájit realizaci nového konceptu rozvoje portálu. Dnes náš portál poskytuje svému publiku různé sekce a služby. Jedná se o různé rubriky v internetovém magazínu, Knihovně, Aktualitách a Fóru. Je to příležitost najít ty nejlepší záběry pomocí sekce Práce a nenechat si ujít důležité události. Ostatně rubrika Akce je ve službách diváků. Oceňujeme nás také za to, že vytváříme řadu unikátních projektů. Nejlepší zkušenost (nebo „nejlepší praxe“) je jádrem našeho portálu. O něm jsou téměř všechny exkluzivní rozhovory s profesionály v různých oblastech řízení výroby. Top manažeři předních tuzemských i zahraničních firem sdílejí své manažerské zkušenosti, hovoří o úskalích i úspěších realizovaných projektů. Právě to podle odborníků udělalo z portálu nejvíce status specializovaný projekt na ruském internetu. Klíčovými tématy portálu jsou: vývoj výrobních systémů, moderní technologie pro organizaci výroby, modernizace a technické dovybavení, strategické řízení, řízení kvality, produktivita práce, personální řízení ve výrobě, nástroje snižování nákladů, manažerské účetnictví a reporting, logistika výrobního podniku, údržba a opravy, informační technologie a automatizace výroby, inovace a výzkum a vývoj. Redaktoři portálu tvoří tým profesionálů s významnými praktickými zkušenostmi ve výrobních podnicích, v publikační činnosti, poradenství a podnikovém vzdělávání na průmyslová témata. Vlastní centrum pro výzkum a analýzu nám umožňuje provádět unikátní výzkumné projekty, hodnocení, vytvářet analytické materiály a praktické příručky. Přítomnost v týmu profesionálních překladatelů specializovaných na průmyslová témata v portálovém týmu umožňuje poskytovat publiku portálu aktuální materiály ze zahraničních průmyslových zdrojů (anglicky, německy a francouzsky) a také rozhovory s vedením ikonických zahraničních společnosti. Publikum portálu tvoří jak vrcholoví manažeři známých společností (včetně osob, se kterými jsme publikovali exkluzivní rozhovory), vedoucí výrobních jednotek, tak manažeři průmyslových podniků, vládní úředníci (geografie: Rusko a SNS země Bělorusko, Ukrajina, Kazachstán). V letech 2011 a 2012 se obchodní portál "Management výroby" stal vítězem Soutěže novinářských dovedností, kterou pořádá Svaz výrobců strojů Ruska a Svaz novinářů Ruska.
3 Portál o autorských právech „Správa výroby“. Tato analytická recenze ani žádná její část nesmí být distribuována bez písemného souhlasu Obchodního portálu „Produkční management“ ani jakýmikoli prostředky replikována. Předávat recenzi třetím stranám je zakázáno. Za jeho nedistribuci odpovídají organizace, které zakoupily nebo obdržely tuto zprávu z Obchodního portálu „Řízení výroby“. Všechna práva vyhrazena. Tento analytický přehled připravilo Centrum pro výzkum a analýzu obchodního portálu „Řízení výroby“ pouze pro informační účely. Informace obsažené v tomto dokumentu byly získány ze zdrojů, které portál Production Management Portal považuje za spolehlivé, ale neměly by být přímo ani nepřímo vykládány jako investiční poradenství. Všechny názory a hodnocení obsažené v tomto materiálu odrážejí názory autorů k datu publikace a podléhají změnám bez upozornění. Obchodní portál „Produkční management“ nenese odpovědnost za jakoukoli ztrátu nebo poškození vyplývající z použití informací obsažených v této zprávě jakoukoli třetí osobou, včetně zveřejněných názorů nebo závěrů, jakož i za následky způsobené neúplností poskytnutých informací . Informace uvedené v této zprávě byly získány z otevřených zdrojů nebo poskytnuty společnostmi uvedenými ve zprávě. Sídlo sídla: , Moskva, Prospekt Mira d.52, str. 3, pokoj III. pro dopisy: , Moskva, PO Box 109. Webové stránky -
4 Informace o Obchodním portálu „Řízení výroby“ Uvítací řeč 5 1 Metodika hodnocení 6 2 Výsledky hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“ Struktura a hodnocení účastníků hodnocení Vítězové hodnocení „100 nejlepších racionalizačních návrhů in industry 2012" 13 3 Stav a trendy inovací v Rusku Jaký je charakter racionalizačních návrhů obdržených v rámci hodnocení? Jaké jsou racionalizační návrhy v Rusku a ve světě? Jaká je ekonomická efektivita inovací? Kdo je zdrojem inovačních návrhů? Jaký je systém motivace a odměn za racionalizační činnost u podniků účastnících se ratingu? 4. závěr
5 Uvítací projev Vážené dámy, vážení pánové, Centrum průmyslového výzkumu obchodního portálu „Management výroby“ vám dává do pozornosti první celoruské hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“, jehož cílem je zhodnotit racionalizační hnutí existující v domácí produkční prostředí a poskytování aktuálních srovnávacích dat průmyslovým podnikům i široké veřejnosti. Inovační hnutí bylo u nás historicky silně rozvinuté a dnes opět nabírá na síle. Stále více společností si pamatuje sovětské tradice vědecké organizace práce, mnohé se řídí moderními zkušenostmi předních světových společností, včetně Toyota Corporation. Svědčí o tom i výsledky studie „Výrobní systémy Ruska“, podle kterých je racionalizace nejčastějším nástrojem mezi podniky, které zavádějí moderní metody optimalizace výroby, uvedlo to asi 180 firem z 500. K tomu dal podnět Obchodní portál "Production Management" zahájí první v Rusku unikátní hodnocení "100 nejlepších racionalizačních návrhů v oboru 2012", jehož cílem je vyhodnotit a stimulovat zavedení tohoto nástroje v naší zemi. A s radostí můžeme konstatovat, že se to povedlo. Hlavní cíle ratingu byly: podporovat popularizaci inovačního hnutí mezi ruskými podniky a jejich zaměstnanci; udělat na konci roku 2012 přehled situace podle povahy racionalizačních návrhů; určit, které racionalizační návrhy jsou nejběžnější a na co jsou zaměřeny; 5 systematizovat zkušenosti lídrů trhu s předkládáním racionalizačních návrhů; vyhodnotit účinnost tohoto nástroje pro podniky; pochopit vyhlídky na inovace v Rusku. Lze tvrdit, že náš experiment byl úspěšný, došlo k prvnímu nezávislému hodnocení racionalizačních návrhů v historii Ruska. Plánujeme jej provádět každoročně a těšíme se na vaše návrhy na jeho vylepšení.
6 I Metodika ratingu Při přípravě ratingu jsme plánovali, že jeho výsledky budou hodnoceny na základě efektivnosti racionalizačních návrhů a hodnoty finančních ukazatelů dosažené jejich realizací. Jako hlavní kritérium, na základě kterého měly být návrhy seřazeny, byl koncipován ekonomický efekt: jak relativní (procento snížení nákladů podniku), tak absolutní (v tisících rublů). Toto rozhodnutí bylo vysvětleno přáním dát podnikům různých velikostí a specifik příležitost podílet se na hodnocení za stejných podmínek. Nicméně po zvážení racionalizačních návrhů předložených zúčastněnými podniky jsme byli nuceni upravit metodiku jejich hodnocení. Finanční ukazatele jsou na první pohled univerzálním měřítkem efektivity, ale po rozboru dotazníků a zjištění, jak jsou rozdílné a nepodobné, jsme došli k závěru, že nemá smysl je přímo porovnávat. Jak dokládají získaná data, koncept racionalizace dnes zahrnuje širokou škálu návrhů předložených ruským podnikům: výměna starého zařízení za nové; použití nových surovin a materiálů; změna designu produktu; normalizace a regulace; optimalizace bez finančního výsledku; 6 optimalizace procesu; využití druhotných surovin; mechanizace ruční práce; vyloučení zbytečných operací atd. Pro objektivnější posouzení jsme se rozhodli je v rámci prvního hodnocení stovky nejlepších racionalizačních návrhů seskupit následovně: Skupina 1 racionalizačních návrhů, které mají výrazný ekonomický efekt a jsou zaměřeny na optimalizaci procesů a operací. Dorazili se správným návrhem (vyplnění všech položek dotazníku, podrobný popis podstaty racionalizace a schematický (foto) obrázek). Tato skupina zahrnovala návrhy, které naši odborníci označili za optimalizaci zaměřenou na optimalizaci různých druhů, včetně například optimalizace využití zdrojů. Čili první skupinou jsou návrhy, z našeho pohledu nejbližší světovému konceptu „kaizen“ (návrh racionalizace). Přirozeně, že když byl návrh racionalizace podrobně a kvalitativně popsán v dotazníku, byla vysvětlena podstata optimalizace a její kvantitativní i kvalitativní výsledky, bylo snazší jej vyhodnotit. Racionalizační návrhy skupiny 2, které mají výrazný ekonomický efekt a jsou zaměřeny na modernizaci a reengineering. Do druhé skupiny patří návrhy, které jsou charakterizovány jako modernizační nebo technologické (inženýrské), které jsou zaměřeny na změnu prvků pracovního systému.
7 systém a proces, například používání nových surovin, používání nových zařízení. Nemá cenu se nyní pouštět do polemiky a zjišťovat, co je skutečný návrh kaizen a zda je skutečná racionalizace ve své podstatě reengineering, protože na tuto věc existuje mnoho názorů. Domníváme se, že v podmínkách odpisování dlouhodobého majetku a neefektivně organizovaných pracovních systémů s vysokým potenciálem modernizace si každý návrh, který umožňuje podnikům zlepšit jejich procesy nebo zvýšit finanční výkonnost, zasluhuje označení racionalizací. Do první skupiny tak bylo zařazeno 36 racionalizačních návrhů. V zásadě byly seřazeny podle parametru ekonomického efektu, nicméně při sledování kvantitativních ukazatelů jsme nemohli nevěnovat pozornost ukazatelům kvality. Proto byla také zaznamenána obzvláště elegantní a zajímavá řešení. Druhá skupina zahrnovala 64 racionalizačních návrhů a při jejich hodnocení byl hlavním kritériem ekonomický efekt. Při rozdělení do skupin byly zohledněny faktory jako rychlost realizace návrhů, pozice jejich autorů, nefinanční efekty, originalita návrhu atd. 7
8 II Výsledky hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“ Přes krátkou lhůtu pro odevzdání dotazníků (2 měsíce) a rozhodnutí o provedení ratingu na začátku srpna ruské průmyslové podniky na náš nápad zareagovaly. Více než 70 podniků různých průmyslových odvětví z různých regionů Ruska vyjádřilo přání zúčastnit se hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“. Bohužel vzhledem k tomu, že se taková soutěž koná poprvé, řada podniků nesplnila všechny požadavky na design a vyplnění dotazníků a byli jsme nuceni jejich kandidaturu vyloučit. Do hodnocení se tak mohlo zapojit 17 podniků. Struktura a hodnocení účastníků hodnocení Finalisté soutěže (17 podniků) podali celkem více než 150 racionalizačních návrhů pro účast v hodnocení. Bylo pro nás nesmírně těžké vybrat mezi nimi 100 nejlepších a doufáme v pochopení účastníků. Uchazeči do finále byli vybíráni tak, aby prokázali různorodost racionalizačních návrhů ruských průmyslových podniků. V rámci hodnocení „Výrobní systémy 2013“ plánujeme vyhodnotit a porovnat systémy pro podávání a realizaci racionalizačních návrhů a doufáme, že se ho zúčastní finalisté hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“. Přesto se domníváme, že je správné posuzovat, jaké podniky se na ratingu podílely, jak a jaké racionalizační návrhy předložily a k jakým výsledkům to vedlo. Odvětvová struktura zúčastněných podniků byla vcelku očekávaná, i když nepřítomnost zástupců ruské energetiky mezi nimi, kteří jsou tradičně silní v oblasti racionalizace a implementace optimalizačních řešení, byla poněkud překvapivá. Je třeba poznamenat, že naprostá většina účastníků hodnocení (90 %) jsou velké výrobní podniky se zaměstnanci 700 až 1000 lidí a příjmy 700 milionů až 110 miliard rublů. 8 Obr. 1. Struktura účastníků podle odvětví
9 Jak můžeme vidět na Obr. 1 vede strojírenství a metalurgie, což ukazuje jak na silnou tradici inovací, která se za posledních 20 let neztratila, tak na přítomnost velkého potenciálu pro optimalizaci v těchto odvětvích. Důvodem toho druhého jsou do značné míry zastaralé technologie a fixní aktiva. Geograficky bylo mezi účastníky hodnocení zastoupeno 12 regionů Ruské federace, což v zásadě dokládá dostatečnou převahu pohybu inovátorů. Tabulka 1. Počet účastníků podle krajů. Oblast Počet účastníků Petrohrad, Leningradská oblast 3 Tatarstánská republika 2 Jaroslavlská oblast 2 Vologdská oblast 1 Burjatská republika 1 Baškortostánská republika 1 Nižnij Novgorod 1 Vladimirská oblast 1 Krasnodarské území 1 Irkutská oblast 1 9 Sverdlovská oblast 1 Murmanská oblast 1 Lening Region je spolu s městem Petra vedoucím regionem. Za nimi následuje Republika Tatarstán, kde je rozvoj Výrobních systémů tradičně silný, a Jaroslavlská oblast. Bohužel řada podniků z různých regionů se hodnocení nemohla zúčastnit z důvodu zaměstnání vyšších manažerů nebo jejich nepřítomnosti z důvodu dovolené. Jinak by byl obraz regionální převahy racionalizace pravděpodobně úplnější. Samostatně je třeba poznamenat, že vývoj inovačních systémů zúčastněných podniků probíhá v rámci zavádění různých koncepcí řízení výroby (i když nevylučujeme, že pro domácí praxi dochází k běžné záměně s terminologií). Většina zúčastněných podniků (více než 50 %) aktivně zavádí QMS (systém managementu kvality), koncept „štíhlé výroby“ a výrobní systém. Zásadní je také stáří systému pro podávání a realizaci racionalizačních návrhů. Koneckonců na něm záleží, jak jsou zapojeni a vyškoleni zaměstnanci, jak dobře je zpracováno podávání a realizace návrhů a jak dobře jsou ekonomové podniku schopni vypočítat ekonomický efekt získaný realizací návrhu. Dotazník proto obsahoval otázku, jak dlouho systém racionalizace funguje.
10 Tabulka 2. Seznam firem finalistů hodnocení "100 nejlepších racionalizačních návrhů v průmyslu 2012" Podnik - účastník Stáří racionalizačního systému, roky 1 Apatit-Electromashservice 14 2 Armtel 2 3 BaselCement-Pikalevo 2 4 EVRAZ Nižnij Tagil Iron and Steel Works 75 5 Irkutskkabel 7 6 NPO Nauka 10 7 NPF Packer 6 8 OMZ-Special Steels Izhora Plant 2 9 OMK Almetyevsk Pipe Plant OMK Vyksa Metallurgical Plant PO ElAZ Russian Paints 4 13 Severstal Severstal-Metiz Cardboard and Selenginsky Mill1Help Selenginsky Saturn Gas Turbines 41 podniků zaznamenalo kontinuitu tradic racionalizace od dob SSSR. V podstatě se jednalo o velké hutní a strojírenské podniky. Více než polovina podniků (11 účastníků) zavádí racionalizační návrhy nejdéle 10 let. A zvláště příjemným překvapením byla účast v hodnocení podniků s velmi malými zkušenostmi (2 roky), ale přesto jsou připraveny prokázat, že mají být na co hrdé. Takoví účastníci byli čtyři. Nyní pojďme lépe poznat naše členy. Apatit-Electromashservice našim analytikům předložil celou řadu racionalizačních návrhů, které byly navíc perfektně provedeny: finanční efekt byl kalkulován jak v ekvivalentu na jednotku produkce, tak ve vztahu k celkovým ročním ukazatelům. Všechny návrhy lze rozdělit do dvou oblastí - zlepšení a optimalizace operací a pracovních procesů na šroubořezu a optimalizace opravárenských činností. Racionalizační návrhy zaměstnanců se rychle a levně implementují, jejich účinek je jasný, lze je snadno vypočítat, lze vysledovat jak přítomnost „důvtipných“ zaměstnanců, tak vysokou kulturu navrhování samotných návrhů, což naznačuje rozvinutý systém racionalizace. Armtel představil pouze jeden návrh zaměřený na procesy standardizace,
11 lamentaci a formalizaci procesů, a přesto je již implementován a přináší podniku pozitivní výsledek. Racionalizační systém Armtel je na samém začátku svého vývoje a jsme si jisti, že účast v soutěži jim umožní jej rozvinout na mezinárodní úroveň. BaselCement-Pikalevo, vítěz hodnocení Production Systems 2012 v nominaci Prospective Production System, představil několik návrhů, z nichž některé sice nemají velký finanční efekt, ale plně vyhovují světovému standardu „kaizen návrhů“, oba v roce design, stejně jako v podstatě. Kromě toho předložili návrhy, které prokázaly dobrou úroveň finanční výkonnosti a výrazné snížení nákladů. Hlavní směry racionalizace: optimalizace stávajících procesů a operací a optimalizace opravárenských činností. EVRAZ Železárny a ocelárny Nižnij Tagil, velký hutní podnik s bohatou tradicí, předložil velké množství racionalizačních návrhů s velmi vážnými finančními výsledky. Přitom z větší části spadají pod klasický typ sovětské racionalizace, to znamená, že patří do oboru činnosti inženýrských a technických služeb ke změně a zdokonalování prvků pracovního (technologického) systému, a to : výměna zařízení a surovin, modernizace, změny designu výrobků atd. . Ze všech racionalizačních návrhů předložených podnikem bychom tedy mohli do první skupiny zařadit pouze dva návrhy zaměřené na optimalizaci zdrojů (např. elektřiny). Zároveň je třeba poznamenat obrovský potenciál modernizace, který podnik velmi obratně realizuje. Irkutskcable, jeden z lídrů v hodnocení „Produkční systémy 2012“, také poskytl velké množství racionalizačních návrhů pro hodnocení. Některé z nich jsou modernizace, některé optimalizace a některé jsou zaměřeny na úsporu zdrojů. Irkutskcable zaujímá přední místo co do počtu návrhů, které se dostaly do finále, zejména v první skupině, nemluvě o tom, že právě on se letos proslavil nejlepším racionalizačním návrhem Ruska. Spolehlivý systém pro výpočet ekonomického efektu a výrobních nákladů, racionalizační systém pokrývající všechny, od ředitelů až po řadové zaměstnance, se staly podle našich odborníků klíčem k vítězstvím společnosti. NPO Nauka předložila do ratingu poměrně hodně racionalizačních návrhů, ale většina z nich bohužel nesplnila základní výběrové kritérium, kterým je zaznamenaný finanční a ekonomický efekt. Přesto má řada návrhů všechny vlastnosti optimalizace a jsou předkládány pracovníky „od stroje“, což je jedna z nejcennějších charakteristik racionalizačního systému. Mnoho návrhů je zaměřeno na změnu designu, technologií, standardizaci a regulaci. Je třeba také poznamenat, že nejlepší návrhy jsou zaměřeny především na zlepšení a optimalizaci na úrovni operací, procesů a produktu. NPF Packer poskytl tři racionalizační návrhy, z nichž dva splňují požadavky na klasické kaizen návrhy, ale na základě malých objemů výroby byl dosažený finanční efekt ve srovnání s návrhy ostatních účastníků malý. Pro sebevědomé vítězství v hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“ se zaměstnancům podniku doporučuje podrobněji a kvalitněji vypracovat racionalizační návrhy a rozvíjet racionalizaci zaměřenou na optimalizaci procesů a organizaci toků. Hutní podnik OMZ-Special Steels Izhora Plant, stejně jako EVRAZ, se vyznačoval značným množstvím ekonomicky efektivních racionalizačních návrhů, které však mají také inženýrský, modernizační charakter. Ze všech racionalizačních návrhů v první skupině bychom tedy mohli zařadit pouze jeden návrh zaměřený na optimalizaci zdrojů (racionální využití 11
12 poplatek) a přinesla podniku vážný ekonomický efekt. OMK Almetyevsk Pipe Plant předložila pouze dva návrhy racionalizace, ale jeden z nich se zaslouženě umístil na druhém místě z hlediska efektivity a zaměření na optimalizaci procesů (technologické přechody). Detailní a kvalitní popis podstaty návrhu, vysoký ekonomický efekt (více než 1 mil. rublů), rychlá realizace (za 1 měsíc) to vše svědčí o perspektivnosti systému racionalizačních návrhů OMK a jeho spolehlivých tradicích. Hutní závod OMK Vyksa, stejně jako jiní hutníci, předložil několik racionalizačních návrhů, týkajících se rovněž zlepšení prvků pracovního (technologického) systému, i když mají ekonomický efekt. To vedlo k tomu, že se do první skupiny mohl dostat pouze jeden návrh, ale racionalizační návrh OMK se ukázal jako finančně nejefektivnější ve druhé skupině (58 milionů rublů ekonomického efektu). Software ElAZ, který se stal vítězem hodnocení „Výrobní systémy 2012“ v nominaci „Inteligentní výrobní systém“, předložil především racionalizační návrhy se změnou technologií a konstrukcí čistě strojírenského charakteru a vzhledem k malým objemům výroby (proti tzv. zázemí hutních gigantů), nemohl mezi finalisty zaujmout důstojně vysoké místo. Ale na základě úspěchu ElAZu ve vývoji Výrobního systému jsme si jisti, že pro příští soutěž představí nejprogresivnější návrhy kaizen zaměřené na optimalizaci procesů. Ruské barvy, podnik s dobrými referencemi a výsledky v zavádění systému racionalizačních návrhů, podal tři racionalizační návrhy inženýrského charakteru a všechny mají dobrý finanční efekt. Optimalizaci jsme však mohli připsat jen jednu, blízkou kaizen, a to kvůli tomu, že byla spojena s revizí celého systému identifikace produktů v podniku. Také návrhy skupiny společností Severstal měly více inženýrský charakter, což vedlo k zařazení pouze jednoho návrhu do první skupiny, ale ve druhé skupině jich bylo více najednou. Účastník bohužel neuvedl jména závodů, které předložily a realizovaly návrhy, což způsobilo další potíže. Doufáme, že v budoucnu úspěch našich kolegů na trhu podpoří Severstal, aby se na taková hodnocení pečlivěji připravoval. Bohužel Severstal-Metiz předložil pouze dva racionalizační návrhy, z nichž jeden o recyklaci zdroje (neutralizovaná voda) by mohl zaujmout své právoplatné místo v první skupině návrhů. Selenginský závod na výrobu celulózy a lepenky, který vyvíjí inovační systém teprve dva roky, předložil řadu návrhů z několika (zřejmě pilotních) výrobních závodů s klasickými prvky modernizace a reengineeringu. Další výhodou bylo, že ekonomický efekt byl kalkulován pro každý návrh, ale do první skupiny mohl spadat pouze jeden návrh. Zbytek soutěžil s návrhy hutníků a strojníků. Účast MC AgroHolding Kuban v hodnocení „100 nejlepších racionalizačních návrhů v oboru 2012“ jednoho z největších zemědělských podniků v zemi se stala velmi pozitivním znamením, které má ukázat cestu k racionalizaci pro všechny zemědělské podniky a zástupce agro - komplex zpracování. Přes specifika návrhů a obtížnost jejich srovnání s metalurgy a strojníky se racionalizačním návrhům „Kubánů“ podařilo zaujmout důstojná místa v našem hodnocení. Cestu, kterou zvolili zaměstnanci správcovské společnosti AgroHolding Kuban, považujeme zejména v podmínkách ruské závislosti na dovozu potravin za mimořádně slibnou a vyzýváme všechny podniky agroprůmyslového komplexu a potravinářského průmyslu, aby následovaly Kubáň . 12
13 UK UEC Saturn Gas Turbines tento unikátní podnik strojírenského průmyslu poskytl řadu návrhů zaměřených na změnu designu a technologie a pouze jeden z nich byl zařazen do první skupiny, kde vzhledem k ekonomickému efektu trvalo své právoplatné místo. Zbytek soutěžil s hutnickými podniky z hlediska ekonomické efektivity Vítězové hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“ byli také rozděleni do dvou částí následovně: Tabulka 3. Skupina 1 nejlepších racionalizačních návrhů Ruska podle kritérií „ soulad s mezinárodními standardy racionalizace“, „kvalitativní popis a design“, „rychlost a snadnost implementace“ a „ekonomický efekt implementace“. Návrh Podnik 1 Změna procesu značení kabelových bubnů Irkutskkabel 2 3 Úprava svařovacího stojanu válcovny při technologických přechodech Projekt Kaizen "Organizace prací na obnově strojních součástí v ERC OMK Almetěvsk potrubí Apatit-Elektromashservis 13 4 Výroba pojízdného kladkostroje pro opravu regulátorů tlaku BaselCement- Pikalevo 5 Přípravek pro průběžné vrtání na šroubořezném soustruhu Apatit-Elektromashservis 6 Přípravek pro lisování dvouřadých radiálních soudečkových ložisek 3614 dle GOST do dílu Apatit-Elektromashservis 7 Podélný dorazů pro přesnost obrábění na šroubovacím soustruhu Apatit-Elektromashservis 8 Přípravek pro rychlé vystředění otvorů na šroubovacím soustruhu Apatit-Elektromashservis 9 Konstrukční změna ochranného kroužku sacího potrubí čerpadla zn. 1GRT 1250/71 v obj. ke zlepšení výkonu a prodloužení životnosti Apatit-Electro mashservice 10 Montáž ukazatelů stavu oleje do převodovek korečkových podavačů BazelCement-Pikalevo 11 Montáž tlačítka nouzového zastavení pro výtahy BaselCement-Pikalevo
14 Návrh Podnik Změna provozního algoritmu GP-7 v nouzových situacích (s jedním vadným zvedacím stolem) Použití nekapalných materiálů jako podvrstvy pro silové kabely Úprava konstrukce GTA-6/8RM KVOU za účelem zmenšení přepravních rozměrů a přepravní náklady Opětovné použití neutralizované vody pro chlazení tažíren OMK Vyksa Hutnictví Irkutskkabel UK UEC Saturn Plynové turbíny Severstal-metiz 16 Recyklace olova Irkutskkabel 17 Čištění hutních zařízení (elektromotory, elektroskříně, stykače atd.) kryogenním tryskáním (čištění s granulemi suchého ledu) Severstal 18 Racionální použití náboje. OMZ-Special Steels Závod Izhora 19 Organizace přepravy souprav cívek v kontejnerech Irkutskcable 20 Využití alternativního balení pro přepravu kabelů v PVC izolaci s průřezem vodivých žil 1,5-10 m2. mm Irkutskkabel Využití nevyužité energie páry k sušení kordelu Irkutskkabel Nahraďte motorovou naftu vodným roztokem detergentu Polyprom Snížení spotřeby elektrické energie při přepínání napájení automatických řídicích systémů sekce PGR a ledniček od napájecího napětí (380V 50Hz) místo toho systému G-D (rotační měniče) Irkutskkabel EVRAZ Nižnij Tagil Iron and Steel Works 24 Recyklace polyetylenu Irkutskcable 25 Optimalizace etiket krabic Ruské barvy Změna schématu odvodnění odpadního potrubí z mycích stanic. Použití lepenky pro opláštění výrobků na kotoučích 7 Změna provozu výroby dílu „Plate“ APRS Selenginský závod na výrobu buničiny a lepenky Irkutskkabel Sdružení výroby ElAZ 29 Zařízení pro testování elektrických zařízení Agroholding Kuban 30 Hydrotesting KCM. PACKER 31 Použití plynovzdušného hořáku k zapálení plynu nahoře při odstavení vysokých pecí na PPR. EVRAZ Nižnij Tagil Železárny a ocelárny
15 Návrh Podnik Zlepšení konstrukce rozdělovače vzduchu v adsorbérech Systém měření hladiny vody v zásobníku "teplé nádrže" Návrh krytu lednice a způsob jeho provedení při opravě. Změna způsobu označování nápisů na části "Trup" podle článku 10 TT výkresu Zavedení technologických vylepšení v části "Svorka" NPO SCIENCE NPO SCIENCE NPO SCIENCE NPO SCIENCE NPO SCIENCE technologies", "reengineering" a „ekonomický efekt implementace“. Nabídka Enterprise 37 Odlévání kolové oceli do poloforem kombinovaných s hlavou, jejíž vnitřní průměr je 507 mm, výška forem je 2870 mm. Hutní závod OMK Vyksa 38 Matrice pro výrobu TPG o průřezu 240 metrů čtverečních. mm s úhlem 120 stupňů Irkutský kabel Použití vysokouhlíkového ferochromu místo středně uhlíkového při tavení chromových ocelí v úpravně EVRAZ Nižnij Tagil Iron and Steel Works 40 Získání dodatečného množství vysokopecní přísady 41 Zvýšení výroby koncentrátu krypton-xenonu 42 Snížení nákladů na zařízení na topný olej EVRAZ EVRAZ Nižnij Tagil Železárny a ocelárny Nižnij Tagil Železárny a ocelárny EVRAZ Nižnij Tagil 43 Zkrácení doby výroby kabelových výrobků Irkutskkabel 44 Změnit konstrukce posunovače obrobků OMK Vyksa Steel Works 45 Využití vápenného prachu ze systémů čištění a odsávání plynů vápeno-dolomitové dílny v gesci AGC-3 Severstal 46 Zpracování odpadu z oddělení destilace naftalenu EVRAZ Nižnij Tagil Železárna a ocelárna 47 Změna konstrukce přívodu paliva pro motor D049 z GTES-2.5 UK UEC Saturn Gas turbíny
16 Nabídka Enterprise Odstranění spár mezi širokými a úzkými stěnami formy CCM-4 bez mechanického nárazu. Zvýšení skutečné trvanlivosti úzkých desek forem MNLZ-4 Změna konstrukce žíhací pece galvanizační zinkovací jednotky Změna programu provozu hydromechanického expandéru při výrobě dvousvarové trubky Snížení koeficientu spotřeby na pás pro výrobu přítlačných konzol výroba kartonáže ve varně a myčce. EVRAZ Nižnij Tagil Železárny a ocelárny Severstal-Metiz OMK Vyksa Ocelárny EVRAZ Nižnij Tagil Železárny a ocelárny Irkutskcable Selenga Celulóza a lepenka 54 Snížení nákladů na XLPE kabely Irkutskcable 55 Uvedení do provozu spékací vsázka odpadů Zpracování dřeva56 pracovní kapacita tažného nože Sictra AL5 Tažný stroj Irkut AL5 s kritickým opotřebením při řezání svitkové oceli na APR-2 (vyrobeno v Koreji) OMK Almetyevsk Pipe Plant Technologie pro zavážení železnorudných materiálů do vysokých pecí. Severstal 59 Snížení úrovně zmetků při výrobě přítlačných konzol z 0,5 % na 0,3 % Hutní závod EVRAZ Nižnij Tagil 60 Snížení spotřeby páry pro systémy zásobování horkou vodou a vytápění administrativního a průmyslového komplexu sekce pro odizolování vozů hamru prodejna. Severstal 61 Výměna výplňového materiálu v provedení kabelů Irkutskkabel Aplikace přídavného výměníku tepla ve schématu kondenzátní řady odlučovačů pro kontinuální odkalování středotlakých kotlů Výměna materiálu separační vrstvy v kabelech jakosti KVVGE, AKVVGE Použití pásky MKRL místo žáruvzdorné šňůry při odlévání ingotů o hmotnosti do 120 tun. Instalace VFD na napájecích (síťových) čerpadlech parních kotlů Aplikace digitálního zpracování signálů přicházejících z turbogenerátoru TK6-2RUKHLZ v ACS GTA-6RM BazelCement-Pikalyovo Irkutskkabel OMZ-Speciální oceli Závod Izhora Russian Paints UK UEC Saturn Plynové turbíny
17 Návrh Enterprise 67 Výměna materiálu pro separační vrstvu Irkutskcable 68 Změna designu „Sections“ BC a BC, které jsou součástí „Cyclone Blocks“ pro pozemní produkty UK UEC Saturn Plynové turbíny 69 Instalace a kapalinoměr k zohlednění ředění verstat Agroholding Kuban Divize Cukr Snížení časových změn a množství odpadu při přechodu ze sekce na sekci při kroucení měděné kulaté TPG na Cortinovis 371 Zvýšení výtěžnosti tržních produktů rozpouštědla, BS-1 a inden-kumaronová pryskyřice Změna návrhu rozvodu horkého vzduchu na KVOU jednotek GTA-6/8RM Optimalizace expedice obilí z elevátoru LV 3*175 výrobního areálu 1 Modernizace elektrického pohonu síranového podavače sodovky regenerační kotel 3. EVRAZ Irkutský kabel Hutní závod Nižnij Tagil UK UEC Saturn Plynové turbíny Agroholding Kuban Ust-Labinsky KHP Selenginský závod na výrobu buničiny a lepenky 75 Zvýšení výkonu prodejných produktů smolného destilátu 76 Pro výměna dieselových lokomotiv TGM-6 za TGM-4 EVRAZ Železárny a ocelárny Nižnij Tagil EVRAZ Železárny a ocelárny Nižnij Tagil Jednorázové snížení nákladů na vybavení dílny 20 díky zapojení dílny 47 do výroby vsázky zpracování center C630 na frézce FSS400 Použití kovových obalů z pozinkovaného železa firmy "Metallopttorg" pro tavení polotovarů v EAF-120. Optimalizace filtrace pentaftalových laků v oddělení výdejny laků prodejny 1 na jedné lince Snížení koeficientu spotřeby pro tavení oceli jakosti 10GN2MFA metodou ESR z litých elektrod ve formě o průměru 1700 mm. Použití polypropylenové pásky pro upevnění pružného opláštění sudů Změna schématu čerpání bílého silného louhu do dílny na výrobu dřevochemických produktů
18 Návrh Podnik Výměna dílu kovového manganu Mp-95 za levnější feromangan FMP 78. Změna výrobního postupu dílu Rám čerpadla 9T TsN Změna konstrukce a technologie výroby dílu „Dno“ TsKB R B04, který je součástí „Speciálních lapačů odpadních vod“ TsKB R a TsKB R Změna technického postupu kování s následným řezáním na pile USAY 1010. Mechanizovaný způsob zavážení oxidu hlinitého na komplex úpraven. Změna konstrukce navijáků AR, APRS a APRS 60 / OMZ-Sdružení pro výrobu celulózy a lepenky Izhora ElAZ UK UEC Saturn Plynové turbíny OMZ-Special Steels Závod Selenginsky Sdružení pro výrobu buničiny a lepenky ElAZ 91 snížilo ziskovou marži. OMZ-Special Steels Izhora Plant Upevnění bronzových pouzder v pracovních válcích lisu 1250 tf. Změna konstrukce potrubí systému síření oleje B blokové kontejnerové jednotky GPA-6 RM V OMZ-Special Steels Závod UEC Management Company Saturn Plynové turbíny Využití obchodního odpadu dorazové skříně UPR 80 / ElAZ 96 Výroba Asociace Změna konstrukce sekce vzduchovodů a instalace zesílených šoupátek pro proudění vzduchu Korenovský výtah 97 Optimalizace procesu zavážení obilí v podlahových skladech na místě výroby 2 Agroholding Kuban Ust-Labinsky KHP 98 Změna konstrukce pojezdu zubový pohon a olejové čerpadlo na KSHP Agroholding Kuban Korenovskiy výtah 99 Výroba rolovacího a rolovacího zařízení pro traktor MTZ-80,82,82.1 Agroholding Kuban 100 Výměna filtrační vložky v olejovém systému turboexpandérové jednotky DT 5/ 220. OMZ-Special Steels Závod Izhora Není snadné vybrat z tolika návrhů jediného vítěze. A po pečlivé analýze každého z nich naši odborníci udělili první místo Dobretsky S.I., OAO Irkutskkabel, který představil zcela nový pohled na proces značení bubnů kabelovými produkty. Realizace tohoto návrhu umožnila snížit náklady na označovací bubny, zlepšit jeho vzhled a odstranit neatraktivní aplikace.
19 pracovních míst se škodlivými pracovními podmínkami: popisovač 15 jednotek, lakýrník 3 jednotky. Výsledkem bylo, že realizace návrhu přinesla ekonomický efekt 1,7 milionu rublů. Druhé místo zaslouženě obsadil tým Khabirov F.A., Sandrevsky A.V., Matveev D.G. a Kulagin A.V. ("OMK Almetyevsk Pipe Plant") za návrh úpravy svařovacího stojanu válcovny při technologických přechodech. Tento návrh byl realizován za 3 dny a přinesl finanční efekt 1,1 milionu rublů. Skutečnost úspory normy času pro přechod z jedné standardní velikosti na druhou byla snížena o 16 minut; v základním období došlo k 61 přechodům; úspora činila 16,3 hodiny; průměrná produktivita mlýna vzrostla o 31,37 t/hod. Výsledkem je, že dodatečně vyrobené produkty činí 511,33 tun. Třetí místo (a také místa od 5 do 9 včetně) obsadila společnost Apatit-Electromashservice. Návrh organizace práce na restaurování strojních součástí v ERC Finka A.O. je klasický návrh zaměřený spíše na optimalizaci procesu než na technologii samotnou. Jeho realizace přinesla nejen ekonomický přínos, ale také výrazně zlepšila pracovní podmínky personálu. Je třeba poznamenat, že návrhy Apatit-Electromashservice byly nejlepší z hlediska kvality přípravy a studia a byly nejblíže standardu kaizen. Přestože nepřinesly mnohamilionový efekt, jako návrhy na nahrazení surovin od ostatních účastníků, lze je skutečně nazvat racionalizací v tom nejlepším slova smyslu. Zvláště bych chtěl poznamenat soustružníka 6. kategorie podniku Apatit-Elektromashservis Kuznetsov Andrey Nikolaevich, který předložil tři návrhy na racionalizaci práce na soustruhu pro řezání šroubů. Jednoduchost jejich realizace, elegance samotné myšlenky, stejně jako jasný a hmatatelný efekt jak na procesní, tak na provozní úrovni, způsobují upřímnou hrdost na vynalézavost ruského výrobního dělníka. Čtvrté místo (stejně jako 10. a 11. místo) obsadily návrhy BaselCement-Pikalevo. Stejně jako Apatit-Electromashservice má tento podnik vysokou kulturu přípravy racionalizačních návrhů. Návrh Kaizen Grigoriev S.V. Výroba mobilního kladkostroje na opravu regulátorů tlaku způsobila revoluci v samotném provozu, uvolnila dva pracovníky, snížila pracovní náročnost a zvýšila bezpečnost za pouhých 9 dní. Samostatně bych chtěl vyzdvihnout racionalizační návrh podniku Irkutskkabel, který obsadil 22. místo. Spočívala v nahrazení motorové nafty detergentem. Někdo se zasměje a zeptá se: "Kde je tady ta racionalizace?" Zdá se však, že motorová nafta se k vytírání podlah používá déle než jeden rok a nikdo se neobával, že je to nerentabilní, škodlivé a hrozí nebezpečí požáru. Problém si prostě nevšiml, dokud Gorbačov V.I. a Shcherbo I.I. nevěnoval jí pozornost a nepodal návrh na její odstranění. Jejich příklad je poučný pro každého výrobního dělníka: rozhlédněte se kolem sebe, protože základem racionalizace je neustálá touha dělat to lépe, než bylo, a nedostatek setrvačnosti v myšlení. Neméně progresivní je směr zvyšování účinnosti spotřeby elektřiny ve výrobě, jehož názorným příkladem je návrh Bezdenezhnykh I.B. a Gulyashchev P.V. („EVRAZ Nizhny Tagil Iron and Steel Works“) ke snížení spotřeby energie při přepínání napájení automatizačních systémů sekce PGR a chladniček z napájecího napětí (380V 50Hz) namísto systému G-D (rotační měniče). Tento návrh obsadil 23. místo, což není překvapivé, protože přední světové ekonomiky (Japonsko a Německo) dlouhodobě zefektivňují využívání všech druhů energetických zdrojů v podnicích, snižují jejich spotřebu a zlepšují strukturu výrobních nákladů. Je třeba poznamenat, že Fattakhov R.A. a skupina jeho kolegů, autorů řady zajímavých návrhů Výrobního sdružení ElAZ. V návrzích jeho skupiny lze vidět nevšedních 19
20. technologický a inženýrský nápad a seriózní zkušenosti získané v průběhu let, které jim umožnily obsadit 28. místo s návrhem "změna provozu výroby plechu" APRS ". Jednoduchá řešení, rychlé implementace, zaměření na technologické operace jsou faktory, které při správném vývoji, kvalitních návrzích a trochu větším zaměření na optimalizaci procesů spíše než na technologie umožní tomuto týmu i samotnému podniku adekvátně konkurovat v boji o vítězství příští rok. Nejlepším racionalizačním návrhem (strojírenským) z hlediska finančních ukazatelů, který obsadil 37. místo, byl návrh Hutního závodu OMK Vyksa na odlévání kolové oceli do sedmidílných forem spojený se ziskem, který předložila skupina inženýrů a technologů spol. závod (první místo mezi technologickými a inženýrskými návrhy) . Účinek provádění tohoto návrhu činil 58,1 milionu rublů. V tomto případě by se nemělo zapomínat na úspory z rozsahu, ale nikomu to nebrání využít „Paretovu analýzu“ a zjistit, na které procesy, operace a technologie společnost vynakládá nejvíce prostředků, a zaměřit své optimalizační úsilí na tyto oblasti. Shrneme-li výše uvedené, rád bych poznamenal, že celkový účinek implementace více než 150 návrhů předložených k našemu posouzení 17 podniky z různých průmyslových odvětví činil asi 300 milionů rublů. dvacet
21 III Stav a trendy inovací v Rusku Jaký je charakter inovačních návrhů obdržených v rámci hodnocení? Jedním z cílů hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“ bylo poskytnout podnikům příležitost vidět celkový obraz, který se vyvinul s racionalizačními návrhy v Rusku, aby každý manažer mohl porovnat svůj systém racionalizačních návrhů a jeho produkt s výsledky našeho hodnocení a učinit příslušné závěry. Při plánování tohoto hodnocení jsme vycházeli z podobných hodnocení provedených v Anglii, Francii, Rakousku, Číně, Indii, Malajsii, Tchaj-wanu a předpokládali jsme, že naším hlavním úkolem bude distribuovat racionalizační návrhy (kaizen) podle typu, jak se to dělá po celém světě: zaměřeno na pracoviště (5S), zaměřeno na opravy a údržbu (TPM), zaměřeno na logistiku a pohyb (logistika), zaměřené na optimalizaci procesů a operací atd. Poté jsme podle počtu určitých návrhů museli vytvořit nominace nebo samostatné hodnocení pro ně, jako například v Indii, na Tchaj-wanu a v Malajsii, kde je hodnocení návrhů a systémů TPM nejoblíbenější. Po obdržení výsledků průzkumu jsme však zjistili, že v Rusku známé schéma v zahraničí nefunguje, a rozdělili jsme všech 150 racionalizačních návrhů do následujících typů (viz obr. 2). 21 Obr. 2. Typy racionalizačních návrhů zúčastněných podniků. Prezentované typy racionalizačních návrhů jsou ve skutečnosti produktem systémů pro podávání a realizaci racionalizačních návrhů, to znamená, že udávají, které
Systém za poslední 2 roky „prošel“ 22 návrhy k implementaci. Vytvoření takové klasifikace nepředstavovalo žádné potíže, protože ani nepotřebuje další vysvětlení a studie. Při letmém pohledu na seznam racionalizačních návrhů každý čtenář uvidí, že v něm převažují návrhy s názvem „Změna designu“ a „Náhrada / Modernizace“, tedy klasické racionalizační návrhy z pohledu NE, což se v součtu ukázalo být více než 50 %. Po analýze informací, které jsou veřejně dostupné, ačkoli podniky spíše hovoří o celkovém efektu než o konkrétních racionalizačních návrzích, jsme byli přesvědčeni, že tato klasifikace a procento odpovídají obecné situaci na trhu (s odchylkou ne větší než 5,5 %). Abychom pochopili, jak aktivně se tato situace mění, pomůže nám hodnocení příštího ročníku „100 nejlepších racionalizačních návrhů v oboru 2013“ a doufáme, že současní účastníci na něj počkají a připraví se na něj s neméně netrpělivostí. než my. Optimalizační návrhy jsme nerozdělili do typů, jak je zvykem v zahraničí, z důvodu jejich malého počtu pouze 8 % z celku. Na druhou stranu poměrně velké procento racionalizačních návrhů na recyklaci surovin a materiálů tvoří 12 % z celku. To naznačuje, že v myslích manažerů a zaměstnanců se postoj „Rusko je země s nesčetnými a bohatými zdroji“ začal měnit na „úspora i 100 rublů pomůže společnosti být konkurenceschopnou“. Vysoké procento návrhů zaměřených na optimalizaci zdrojů (suroviny, materiály, energie) 13,3 % z celku je na jedné straně velmi dobrým trendem a na straně druhé ukazuje, že při navrhování, plánování a organizaci výrobní (technologické, pracovní) systémy v ruských podnicích nejsou schopny snížit spotřebu zdrojů. Překvapivá pro nás byla přítomnost takového typu racionalizačních návrhů, jako je náhrada surovin a materiálů 16,7 % z celkového počtu. Tyto návrhy zpravidla předkládají inženýři, technologové, specialisté na nákup, vedoucí oddělení a tak velké procento z celkového počtu svědčí jak o existenci vysokého potenciálu pro modernizaci a optimalizaci výroby, tak o nutnosti bedlivě sledovat všechny světové trendy ve vývoji technologií a vznik nových druhů surovin a materiálů s novými vlastnostmi a kvalitami. Do klasifikace nebylo zahrnuto ani šest návrhů, které jsme klasifikovali jako „regulace, standardizace, formalizace“, protože sice přinášejí efekt, ale ve své podstatě nejsou racionalizací, ale spadají pod úkoly QMS a procesního řízení. ve výrobě. Zásadní otázkou je vždy načasování realizace racionalizačního návrhu. Na jedné straně jde o měřítko efektivity systému zavádění racionalizačních návrhů a na straně druhé o hodnocení náročnosti (hodnoty zásadních změn ve výrobě) realizace návrhů. Vezmeme-li v úvahu skutečnost, že až 70 % racionalizačních návrhů směřuje k modernizaci a změně struktur a technologií, není přítomnost tak velkého počtu racionalizačních návrhů s dobou realizace 3 a více měsíců překvapivá. Přitom 34 % racionalizačních návrhů bylo realizováno za méně než měsíc, což svědčí o vysoké připravenosti podniků na změny a o dobře nastaveném systému realizace návrhů. Rád bych poznamenal, že v rámci moderní metodiky Kaizen Blitz se má za to, že "Návrh, který nelze realizovat přes víkend, nestojí za úvahu." Bylo nám 22
23 s potěšením konstatují, že tento požadavek splňuje více než 10 % racionalizačních návrhů finalistů hodnocení! Rýže. 3 Struktura racionalizačních návrhů podle načasování realizace. Můžeme tedy dojít k závěru, že racionalizační návrhy v Rusku mají jasné zaměření: opravují chyby v technologických procesech; změnit design výrobků (navrženo s chybami); 23 zahájit výměnu/opravu zastaralého zařízení nebo jeho součástí; měnit materiály a suroviny pro výrobu na efektivnější a modernější; optimalizovat využití různých druhů zdrojů (ztráty energie, surovin, materiálů); již podruhé navrhnout efektivní využití surovin a materiálů ve výrobním procesu; optimalizovat procesy, operace, technologie. Vzorek 70 podniků a více než 500 racionalizačních návrhů (z toho 17 podniků a 150 návrhů bylo přijato do finále) s důrazem na inovace ve strojírenství a hutnictví se nám jeví jako dostatečný pro formulaci takových závěrů. Aby nebylo pochyb, v žebříčku nemáme dostatek firem z automobilového a energetického průmyslu. Doufáme však, že poté, co se začnou zajímat o výsledky našeho hodnocení a vycházet z konkurenčního olympijského principu, se zúčastní hodnocení „100 nejlepších racionalizačních návrhů v oboru v roce 2013“. Jaké jsou racionalizační návrhy v Rusku a ve světě? Výsledky hodnocení „100 nejlepších racionalizačních návrhů v průmyslu 2012“ pro nás byly v mnoha ohledech překvapivé. Po analýze potenciálu
Od roku 2010 se úspěšně rozvíjí obchodní portál „Řízení výroby“. Vznikl na základě stejnojmenného časopisu o řízení výroby (první číslo vyšlo v roce 2008) z důvodu jeho převodu do
Racionální návrhy v ropném a plynárenském průmyslu ke stažení zdarma >>> Racionální návrhy v ropném a plynárenském průmyslu ke stažení zdarma Racionální návrhy v ropném a plynárenském průmyslu ke stažení zdarma
Analytický výzkum "Výrobní systémy Ruska" CENTRUM VÝZKUMU A ANALYTIKY VÝROBNÍ SYSTÉMY RUSKA ANALYTICKÉ STUDIUM Moskva, 2012 Obchodní portál "Řízení výroby"
Přehled trhu s měděnými trubkami v SNS 3. vydání Moskva srpen 2017 Demoverze Podmínky pro zakoupení plné verze zprávy lze nalézt na webové stránce: http://www.infomine.ru/research/4 /526
Státní autonomní instituce „Centrum energeticky úsporných technologií Republiky Tatarstán při Kabinetu ministrů Republiky Tatarstán“ Nástroje pro zvýšení konkurenceschopnosti podniku. Zvyšování produktivity práce. Martynov Evgeny Vasilyevich 1 Provádění politiky zvyšování
STÁTNÍ NORMA SVAZU SSR JEDNOTNÝ SYSTÉM TECHNOLOGICKÉ PŘÍPRAVY VÝROBY PŘEDPISY SPOTŘEBY MATERIÁLŮ HLAVNÍ USTANOVENÍ GOST 14.322-83 STÁTNÍ VÝBOR SSSR PRO NORMY Moskva
GOST 14.322-83 M E F G O S U D A R S T V E N N Y S T A A R T A REGULACE SPOTŘEBY MATERIÁLŮ HLAVNÍ USTANOVENÍ Oficiální publikace Moskva Standartinformace vydávání certifikátů UDC 658.513:002:006.354
KONVERTOROVÁ ZAŘÍZENÍ PRO HUTNÍ PRŮMYSL
Automatizace výroby ve strojírenství (na příkladu JSC "Plant Dagdiesel") Magomedova K.M. Dagestánská státní univerzita Machačkala, Rusko Automatizace výroby v
MECHANISMUS A ZKUŠENOSTI REGIONÁLNÍCH INŽENÝRSKÝCH CENTRŮ (RCC) PRO ROZVOJ VÝROBNÍCH PODNIKŮ MSP PAVEL ALEKSANDROVICH DEREVYANKO EXPERT STROJÍRENSKÉ OBORY DIVIZE OBCHODNÍ RUSKO, VÝROBNÍ ŘEDITEL
Praxe vytváření efektivního výrobního systému ve společnosti "Novomet-Perm" GC NOVOMET Dynamicky se rozvíjející inovativní podnik, který vyrábí moderní zařízení na výrobu ropy,
STROJÍRENSTVÍ A DOPRAVA MDT 658.5.5:658.588 A.N. Saveliev, S.S. Severjanov, M.I. Tarasov sibiřská státní průmyslová univerzita
ZKUŠENOSTI S IMPLEMENTACE VÝROBNÍHO SYSTÉMU TOYOTA V RUSKÝCH FIRMĚCH Yushmanova Mezi hlavní koncepty, na jejichž základě kontinuální
Energetická náročnost realizace projektu stanice pro sběr, chlazení a využití parního kondenzátu v OJSC Kazanorgsintez Stručné shrnutí projektu 1. Název projektu: Stanice pro sběr, chlazení
Přehled stavu a rozvojových projektů železné metalurgie Ruska a Kazachstánu 13. vydání Moskva listopad 2018 Demoverze Podmínky pro zakoupení plné verze zprávy naleznete na stránce
INOVATIVNÍ TYP VÝVOJE EKONOMICKÝCH SYSTÉMŮ A INOVATIVNÍHO ŘÍZENÍ V.A. Šeremetiev V ekonomické teorii se rozlišují dva hlavní typy rozvoje ekonomických systémů: rozsáhlý a intenzivní.
Odhad nákladů životního cyklu zařízení Dlouhodobá nákladová efektivita Informační brožura ETechnologie MU Odhad nákladů životního cyklu zařízení. Jak určit
UDC 338.45:621 A.V.Aleksandrov ZVYŠOVÁNÍ EFEKTIVITY SPOTŘEBY MATERIÁLU JAKO STRATEGICKÝ ZPŮSOB VÝVOJE STROJNÍHO KOMPLEXU Mogilev Státní technická univerzita Mogilev, Bělorusko
"Výstavba komplexu vysoké pece 7" Hutní závod EVRAZ Nižnij Tagil as duben 017 EVRAZ NTMK jeden z lídrů v ruské metalurgii EVRAZ NTMK as Největší světový podnik
[analýza a rizika] Je zvažována malá hitparáda hlavních chyb, kterých se analytici dopouštějí při zpracování investičních projektů pro kapitálové investice. Hlavní chyby, ke kterým dochází při vývoji investic
Možnost 1. Určete průměrné roční náklady a ukazatele pohybu fixních výrobních aktiv pro následující údaje: Finanční prostředky na začátku roku 15 500 tisíc rublů. Plánuje se zavedení OPF ve výši 5900 tisíc rublů,
A. S. Dobretsky (absolvent) Sibiřsko-americká fakulta managementu, Baikal International Business School, Irkutsk State University ZLEPŠENÍ A ROZVOJ QMS POMOCÍ NÁSTROJŮ
2 Program je sestaven podle pracovního učebního plánu středního odborného vzdělání pro středoškolského odborníka v oboru 15.02.01 "Instalace a technický provoz průmyslových zařízení"
Ložiska pro železniční zařízení
Siemens Service nové příležitosti pro vaši společnost siemens.com/industry-services Odpovědi pro průmysl. Služba založená na technologii pro zvýšení konkurenceschopnosti. Minimální prostoje
Cílem národního projektu je zajistit do roku 2024: ANO „Federální kompetenční centrum ve sféře práce“ (FCC) vzniklo 18. prosince 2017 rozhodnutím Prezidia Rady pod vedením prezidenta Ruské federace pro strategické
Řešení SKF Off-Highway Výhody produktu SKF Využijte řešení SKF pro vaše zařízení Celkový systémový přístup Každý technik chápe, že všechny součásti stroje jsou vzájemně propojeny.
UDC 62.3 Automatizované systémy pro sledování a účtování elektřiny v rozvodnách elektrizační soustavy Demidov E.V. Školitel - KALENTIONOK E.V., Ph.D., docent
Osvojení si základů štíhlé výroby Metrowagonmash 2012 Cenu určuje trh. (proč všichni přecházejí na štíhlou výrobu) Dříve se cena mínus náklady rovnala zisku:
CHEMICKÝ PRŮMYSL RUSKA 1 182 Chemické podniky 2/5 chemická výroba potřebuje modernizaci 2/3 zařízení a technologií pro chemický průmysl dodává ze zahraničí 638 tis.
Metody čištění řezných kapalin na vodní bázi Čisté řezné kapaliny jsou ziskovější, než si myslíte
17. července 2017 Magnitogorsk Provozní výsledky MMK Group za 2. čtvrtletí a 6 měsíců roku 2017 MMK Group: Klíčové ukazatele MMK Group ocel 3 182 3 066 3,8 6 248 6 208 0,6 Obchodovatelné produkty skupiny
Efektivita řízení údržby výroby v podniku jako faktor ekonomické udržitelnosti podniku Karapukhin S.I., student VF GOU MGIU Barmashova LV, ředitel VF GOU MGIU, Ph.D. Efektivní
2013 LLC "Samara Avtodetal" je jednou z obchodních jednotek průmyslové skupiny SOEZ, uznávaného lídra mezi slévárenskými podniky hutního průmyslu spolkové země Volha.
KOMPLEXNÍ ŘEŠENÍ OBCHODNÍCH PROBLÉMŮ V OBCHODĚ VÁŽENÍ KOLEGOVÉ! I přes nepříznivou makroekonomickou situaci se odvětví B2B obchodování nadále rozvíjí. Podle Federální státní služby
UDC 325658 HLAVNÍ NÁVRHY NA ZLEPŠENÍ PRACOVNÍ REGULACE VE STROJÍRENSKÝCH PODNIKŮCH D. I. Dolgov (Ph.
BUINSKY ELEVATOR Zlepšení energetické účinnosti Úspora energie 0 8 kWh Snížení emisí skleníkových plynů 86t CO Peněžní úspory Další výhody Celková investice Střední
Profesiogram Obsluha obráběcího stroje s číslicovým řízením Struktura Obecná charakteristika ... 2 Druhy hospodářské činnosti ... 2 Vyskytující se názvy ... 2 Příbuzné profese ... 2 Pracovní prostředky ... 2
Plán: Téma 2. Podstata, struktura a dynamika nákladů 1. Úloha nákladů při zvyšování konkurenceschopnosti výrobků, zvyšování tržeb a zisku 2. Systematizace nákladových ukazatelů
Velká vertikální sloupová čerpadla Energeticky nejúčinnější čerpadla na světovém trhu Vyšší účinnost – více úspor Velká čerpadla jsou známá tím, že spotřebovávají značné množství elektřiny. Proto
Modernizace Druhý život čerpacího zařízení Čas na modernizaci Program modernizace se v posledních letech úspěšně rozvíjí. Nové ekologické předpisy, zvýšená konkurence v průmyslu
CM. Voronin (Akademie managementu prezidenta Běloruské republiky) PRODUKTOVÉ A PROCESNÍ INOVACE Jedna z prioritních oblastí rozvoje moderní výrobní ekonomiky
Lídři 2020: Lídři nové generace Význam vedení pro malé a střední podniky Jaké jsou klíčové vlastnosti společnosti ideální digitální ekonomiky? Je flexibilní. Její zaměstnanci jsou motivovaní a
Snížení rizika modernizace sítě datových center Služby Cisco Data Center Migration Services pomáhají podnikům a operátorům zlepšit obchodní agilitu a zkušenosti koncových uživatelů snížením
Projekt Schváleno nařízením Ministerstva práce a sociální ochrany Ruské federace
OJSC ZELENODOLSKY PLANT IM. DOPOLEDNE. GORKY Od auditů výroby ke skutečným projektům ke zlepšení produktivity Tabulka kritérií pro audit výroby Parametry, které je třeba zkontrolovat Kritéria hodnocení