Mașinile cu patru fețe din seria S25-4AB sunt proiectate pentru producția de diverse produse turnate și cherestea profilată, inclusiv umiditatea naturală.
Caracteristici și echipamente distinctive
- pat turnat greu, care a suferit o prelucrare specială, atenuează orice vibrații care apar în timpul procesării, vă permite să obțineți produse de înaltă calitate;
- axuri de mare viteză de precizie sporită;
- pentru fabricarea meselor de servire, art. 40X (cu crom) pentru rezistență sporită la uzură;
- mecanism de alimentare de tip dispers cu role de alimentare superioare și inferioare;
- scripetele de pe arborele modulelor se mișcă liber, ceea ce vă permite să obțineți 4 viteze permanente. În combinație cu un convertor de frecvență instalat în dulapul electric și modificarea vitezei de rotație a motorului electric, intervalul de viteză rezultat este de la 2 la 40 m/min cu broșarea garantată a oricăror piese de prelucrat;
- rolele superioare de alimentare sunt echipate cu cleme mecanice, ceea ce permite prelucrarea la temperaturi negative scăzute;
- rolele superioare de alimentare pot fi echipate cu un sistem pneumatic de prindere cu forță de presiune reglabilă continuu, care poate regla separat presiunea;
- rolele superioare de alimentare sunt realizate cu ondulare „dinte de lup”, ceea ce asigură prelucrarea piesei de prelucrat de orice umiditate, cu mai puțină adâncire a rolelor în lemn;
- sistemul de lubrifiere a mesei este utilizat pentru a reduce sarcina asupra mecanismului de alimentare și pentru a trage cherestea de umiditate naturală;
- mașinile sunt echipate cu un sistem de indicare digitală a mișcării fusurilor.
Cheresteaua prelucrată îndeplinește următorii parametri
- rectitudinea laturii de bază a piesei prelucrate nu este mai mare de 0,3 mm pe o lungime de 1000 mm;
- perpendicularitatea laturilor feței de bază a piesei prelucrate nu este mai mare de 0,25 mm pe o lungime de 100 mm;
- uniformitatea grosimii și lățimii probei prelucrate nu este mai mare de 0,3 mm.
Caracteristici de design
| Patul turnat din fontă de înaltă rezistență asigură rigiditatea și fiabilitatea exclusivă a mașinii, reduce vibrațiile la minimum. | |
 |
Masa lungă de alimentare frontală îmbunătățește calitatea și precizia pieselor prelucrate. |
 |
Dulapul electric și panoul de comandă sunt dotate cu echipamente moderne. |
 |
Clemele din față (de tip secționar) și cele din spate sunt reglabile pentru dimensiunea prelucrării, elimină complet „ruperea” la intrarea și ieșirea piesei de prelucrat. |
 |
Pentru prelucrarea pieselor cu umiditate ridicată, rolele superioare de alimentare sunt realizate cu ondulare „dinte de lup”. |
 |
Sarcina de a facilita trecerea piesei de prelucrat prin zona de tăiere și îndepărtarea rășinii și a prafului de pe suprafața meselor este rezolvată de sistemul de lubrifiere. |
 |
Sistemul de poziționare a arborelui este montat pe panoul frontal al mașinii. Pentru ușurință în operare, mecanismele sunt echipate cu indicatoare digitale cu o precizie de 0,1 mm, ceea ce facilitează reglarea și controlul. |
 |
Modificarea vitezei de avans este neîntreruptă, asigurată de un variator. Acest lucru garantează o alimentare lină și constantă a pieselor de prelucrat în timpul procesării. Cuplul este transmis rolelor de alimentare inferioare folosind arbori cardanici. |
Echipamentul de bază al mașinii
| Desemnare | Nume | Cantitate |
| S25-4AB.00.000 | Mașină completă | 1 |
| С16-1А.00.028 | Manșon (posibilitatea de prelucrare a pieselor înguste). Instalarea în locul rândului stâng al rolelor angrenajului de alimentare în direcția piesei de prelucrat | 8 |
| С25-5А.10.011-01 | Clip video. Instalat în locul rolelor de alimentare pentru prelucrarea pieselor înguste. | 1 |
| IP.16.000 | Cheie. Strângerea și slăbirea piuliței care fixează unealta pe ax. | 1 |
| IP.17.000 | Cheie. Strângerea și slăbirea piuliței care fixează unealta pe ax. Ușurință în utilizare cu etrierul vertical potrivit. | 1 |
| IP.35.000 | Set de inele. Distanțiere pe arborele axului pentru posibilitatea instalării sculelor de tăiere a lemnului de diferite lungimi. | 4 |
| DIN468-160-V17 | Pârghie. Mișcarea etrierelor în direcția orizontală și verticală. Slăbirea și strângerea șuruburilor de blocare. | 1 |
| Cheie 7812-1606 D Chim. Ok. prm. GOST 25787-83 | 1 | |
| Căști antizgomot COM 3 GOST 12.4.051-87. Livrarea se efectuează în timpul fabricării mașinii fără ZIO, este permisă înlocuirea 14353M | 1 | |
| C25-4A.12.500 | Suport suplimentar (prelucrarea unei piese de prelucrat cu o lățime mai mare de 160 mm cu un ax orizontal inferior) | 1 |
| С25-4А.15.500-02 | Suport aditional. Prelucrarea pieselor de peste 160 mm cu un ax orizontal superior. | 1 |
| S25-4AB RE | Manual | 1 |
Piese de schimb și accesorii comandate ca opțiuni
la cerere si contra cost
| Gard izolat fonic | Protecția personalului împotriva vibrațiilor zgomote. | 1 |
| Cutie de ambalare din lemn | 1 | |
| Motoare electrice 15 kW | Posibilitatea instalarii motoarelor electrice de putere sporita pe 2.3 fusuri | a stabilit |
| Suport vibratii | Instalarea fundației | 6 |
| S25-4AB.70.000 | Sistem de prindere pneumatic. Simplifica reglarea presiunii rolelor de presiune. | a stabilit |
| Motoare electrice 7,5 kW | Pe oricare dintre etriere se pot instala motoare electrice de putere redusa. | a stabilit |
| IP.07.000 | Mandrinul este corect. Posibilitatea de montare a unei scule de tăiere a lemnului cu diametrul alezajului de 60 mm pe axul orizontal superior. | 1 |
| IP.07.000-02 | Mandrinul este corect. Posibilitate de montare a unei scule de tăiere a lemnului cu diametrul alezajului de 60 mm pe axul vertical din dreapta. | 1 |
| IP.08.000-02 | Mandrinul este colt lasat. Posibilitatea de a instala o unealtă de tăiere a lemnului cu diametrul alezajului de 60 mm pe axul vertical stâng | 1 |
| IP.23.000-02 | Dispozitiv pentru instalarea cuțitelor de mori combinate. Instalarea cuțitelor în tamburi de rindeluit cilindric de tăiat lemn cu diametrul de 140 mm | 1 |
| Bolt 1.1.M20X330. St3 GOST 24379.1-80 | Șurub de fundație. Dacă nu se achiziționează suporturi pentru vibrații | 6 |
| Gama și cantitatea de scule de tăiat lemn furnizate cu mașina este determinată conform contractului de furnizare (inclusiv freze cilindrice). | ||
Mașina se conformează GOST-urile actualeși specificațiile pentru acest grup de mărfuri, care este confirmată de prezența unui certificat de conformitate și a mărcilor producătorului.
Echipamentul furnizat este garantat 12 luni de la data de punere in functiune.
Unitate de alimentare
Mecanismul pentru alimentarea semifabricatelor este acţionat de un motor electric (1).
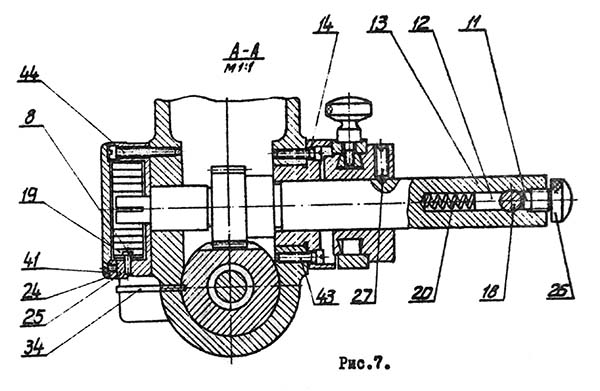
Antrenarea de la motorul electric la arborele modulului este organizată printr-un scripete (2) pe arborele motorului și un scripete (3) pe arbore canelat(4) module (5). Scripeți în 2 trepte, 3 fire cu utilizarea curelelor trapezoidale comune A-1000 III GOST 1284.1-88 (6).
Rotul de pe arborele canelat al modulelor se mișcă liber, ceea ce vă permite să obțineți 4 viteze permanente. În combinație cu un convertor de frecvență instalat în dulapul electric al mașinii și modificarea vitezei de rotație a motorului electric, intervalul total de viteză obținut este de la 2 la 40 m/min. Tensionarea, slăbirea sau rearanjarea curelelor se face prin îndepărtarea protecției (7) și rotirea șurubului filetat (8).
treapta 1.  |
treapta a 2-a.  |
treapta a 3-a.  |
treapta a 4-a.  |
Tara de productie: Rusia
S25-4AB. Patru fusuri de frezat ale unei mașini de serie grea.
Mașina din seria grea S25-4AB este proiectată pentru producerea de diverse produse turnate și cherestea profilată, inclusiv umiditatea naturală.
Caracteristicile mașinii cu 4 fețe și 4 axe S25-4AB- Patul turnat greu, care a suferit o prelucrare specială, atenuează orice vibrații care apar în timpul procesării și vă permite să obțineți produse de înaltă calitate.
- Axuri de mare viteză de precizie crescută.
- Pentru fabricarea meselor de alimentare se folosește oțel 40X (cu crom) pentru a crește rezistența la uzură.
- Mecanism de alimentare distribuit cu role de alimentare superioare și inferioare.
- Antrenarea de la motorul electric la arborele modulului este organizată printr-un scripete pe arborele motorului electric și un scripete pe arborele modulului. Scripeții sunt în 2 trepte, cu 3 fire, folosind curele trapezoidale obișnuite. Rotul de pe arborele modulelor se mișcă liber, ceea ce vă permite să obțineți 4 viteze permanente. În combinație cu un convertor de frecvență instalat în dulapul electric și modificarea vitezei de rotație a motorului electric, intervalul de viteză rezultat este de la 2 la 40 m/min cu o broșare garantată a oricărei piese de prelucrat.
- Rolele superioare de alimentare sunt echipate cu cleme mecanice, ceea ce permite prelucrarea la temperaturi negative scăzute.
- Rolele superioare de alimentare pot fi echipate cu un sistem pneumatic de prindere cu forță de presiune reglabilă continuu, care poate regla presiunea separat.
- Rolele superioare de alimentare sunt realizate cu ondulare „dinte de lup”, ceea ce asigură prelucrarea piesei de prelucrat de orice umiditate, cu mai puțină adâncire a rolelor în lemn.
- Sistemul de lubrifiere a mesei este utilizat pentru a reduce sarcina asupra mecanismului de alimentare și pentru a trage cherestea de umiditate naturală.
- Mașinile sunt echipate cu un sistem de indicare digitală a mișcării fusurilor.
- Sistemul de aspirație este achiziționat cu o rată de 2000 m 3 / h per un suport de mașină.
- Mașina respectă actualele GOST și TU pentru acest grup de mărfuri, ceea ce este confirmat de prezența unui certificat de conformitate și a mărcilor producătorului.
- Echipamentul furnizat este garantat timp de 12 luni de la data punerii in functiune de catre producator sau reprezentantul instalatiei (deale).
- Rectitudinea laturii de bază a piesei prelucrate nu este mai mare de 0,3 mm pe o lungime de 1000 mm.
- Perpendicularitatea laturilor feței de bază a piesei prelucrate nu este mai mare de 0,25 mm pe o lungime de 100 mm.
- Uniformitatea grosimii și lățimii probei prelucrate nu este mai mare de 0,3 mm.
Piese de schimb și accesorii*, comandate opțional (la cerere și la un cost suplimentar). Puteți verifica prețul exact și timpul de producție cu managerii noștri.
* - gama și cantitatea de scule de tăiat lemn furnizate cu mașina se determină conform contractului de furnizare (inclusiv freze cilindrice).
Se recomandă achiziționarea suplimentară- Gard izolat fonic. Protecția personalului împotriva vibrațiilor sonore - 1 buc.
- Motoare electrice cu 2,3 axe, 15 kW fiecare. Instalarea motoarelor electrice de putere crescută pe etriere verticale - 1 set.
- Motoare electrice 7,5 kW. Este posibil să instalați motoare electrice de putere redusă pe oricare dintre etriere - 1 set.
- Cutie de ambalare din lemn - 1 buc.
- Suport vibratii. Instalații pe fundație - 6 buc.
- Sistem de prindere pneumatic. Simplifica reglarea presiunii rolelor de presiune. (S25-4AB.70.000) - 1 set.
- Mandrinul este corect. Posibilitatea de montare a unei scule de tăiere a lemnului cu diametrul alezajului de 60 mm pe axul orizontal superior. (IP.07.000) - 1 buc.
- Mandrinul este corect. Posibilitate de montare a unei scule de tăiere a lemnului cu diametrul alezajului de 60 mm pe axul vertical din dreapta. (IP.07.000-02) - 1 buc.
- Mandrinul este colt lasat. Posibilitate de montare a unei scule de tăiere a lemnului cu diametrul alezajului de 60 mm pe axul vertical stâng. (IP.08.000-02) - 1 buc.
- Dispozitiv pentru îndepărtarea tăietorilor. Scoaterea morilor cilindrice de tăiere a lemnului de pe arborele fusului. (IP.12.000) - 1 buc.
- Dispozitiv pentru instalarea cuțitelor de mori combinate. Montarea cuțitelor în tamburi de rindeluit cilindric pentru tăierea lemnului cu diametrul de 140 mm. (IP.23.000-02) - 1 buc.
- Șurub de fundație. Dacă nu se achiziționează suporturi de vibrații. (1.1.M20X330. St3 GOST 24379.1-80) - 6 buc.
| Specificații | S25-4AB |
| Dimensiunile piesei de prelucrat, mm | |
| Lățimea de prelucrare cu freze orizontale cu diametrul de 140 mm | 35-260 |
| Inaltimea de prelucrare cu freze verticale 140 mm | 12-230 |
| Lungimea minimă a piesei de prelucrat pentru prelucrarea în linie | 250 |
| Lungimea minima a unei singure piese | 700 |
| Dimensiuni minime ale produsului, mm | |
| Latime cu freze 140 mm | 30 |
| Inaltime cu freze 140 mm | 10 |
| Aport maxim la prelucrarea cu freze cilindrice, mm | |
| Pe primul fus | 8 |
| Pe 2-4 fusuri | 10 |
| Număr de axe, buc | 4 |
| Viteza axului, rpm | 6000 |
| Adâncime profilare, mm | |
| Pe primul fus | 3 |
| Pe 2-4 fusuri | 30 |
| Dimensiunile de aterizare ale fusurilor orizontale, mm | |
| Lungime | 260 |
| Diametru | 50 |
| Dimensiuni de aterizare ale fusurilor verticale, mm | |
| Lungime | 230 |
| Diametru | 50 |
| Diametrul frezelor cilindrice, mm | 125-140 |
| *Diametrul frezelor verticale de profil, mm | 110-200 |
| Diametrul frezei de profil orizontal, mm | 110-200 |
| Viteza de avans, m/min | 2-40 |
| putere, kWt | |
| Motor electric al primului ax | 11 |
| Motor electric al celui de-al doilea ax | 11 |
| Motor electric al celui de-al treilea ax | 11 |
| Motorul al 4-lea ax | 11 |
| unitatea de alimentare | 4 |
| ridicare-coborare | 1,1 |
| Puterea totală a mașinii (rotunjită), kW | 50 |
| Diametrul duzelor de evacuare a aspirației, mm | DN150 |
| Productivitatea aspirației necesare, m 3 / h | 4х2000 |
| dimensiuni mașină, mm | |
| Lungime | 4300 |
| Lăţime | 1500 |
| Înălţime | 2000 |
| Greutate, kg | |
| Stanka | 4600 |
* - frezele de profil nu sunt instalate pe suportul inferior.
Conținutul livrării mașină patrulateră S25-4AB- Mașina este asamblată. (S25-4AB.00.000) - 1 buc.
- Manșon (posibilitatea de prelucrare a pieselor înguste). Instalarea în locul rândului stâng al rolelor angrenajului de alimentare în direcția piesei de prelucrat. (C16-1A.00.028) - 8 buc.
- Cheie. Strângerea și slăbirea piuliței care fixează unealta pe ax. (IP.16.000) - 1 buc.
- Cheie. Strângerea și slăbirea piuliței care fixează unealta pe ax. Ușurință în utilizare cu etrierul vertical potrivit. (IP.17.000) - 1 buc.
- Set de inele. Distanțiere pentru arbori orizontali axului pentru posibilitatea instalării sculelor de tăiere a lemnului de diferite lungimi. (IP.35.000) - 4 buc.
- Pârghie. Mișcarea etrierelor în direcția orizontală și verticală. Slăbirea și strângerea șuruburilor de blocare. (DIN468-160-V17) - 1 buc.
- Cheie. (7812-1606 D Chim. Ox. prm. GOST 25787-83) - 1 buc.
- Căști antizgomot. (COM 3 GOST 12.4.051-87) - 1 buc.
- Suport aditional. Prelucrarea pieselor de prelucrat cu o lățime mai mare de 160 mm cu un ax orizontal inferior. (C25-4A.12.500) - 1 buc.
- Suport aditional. Prelucrarea pieselor de peste 160 mm cu un ax orizontal superior. (C25-4A.15.500-02) - 1 buc.
- Manual. (S25-4AB RE) - 1 buc.
Mecanismul pentru alimentarea semifabricatelor este acţionat de un motor electric (1). Antrenarea de la motorul electric la arborele modulelor este organizată printr-un scripete (2) pe arborele motorului electric și un scripete (3) pe arborele canelat (4) al modulelor (5). Scripeți cu 2 viteze, 3 caneluri cu utilizarea curelelor trapezoidale comune A-1000 III GOST 1284.1-88 (6). Rotul de pe arborele canelat al modulelor se mișcă liber, ceea ce vă permite să obțineți 4 viteze permanente. În combinație cu un convertor de frecvență instalat în dulapul electric al mașinii și modificarea vitezei de rotație a motorului electric, intervalul total de viteză obținut este de la 2 la 40 m/min. Tensionarea, slăbirea sau rearanjarea curelelor se face prin îndepărtarea protecției (7) și rotirea șurubului filetat (8).
Viteza de avans 7 m/min la 50 Hz (cu convertizor de frecventa 2-14 m/min).

Viteza de avans 10 m/min la 50 Hz (cu convertizor de frecventa 5-20 m/min).

Viteza de avans 13 m/min la 50 Hz (cu convertizor de frecventa 6-26 m/min).

Viteza de avans 19 m/min la 50 Hz (cu convertizor de frecventa 9-40 m/min).
Producătorii mașinii de găurit desktop S-25:
- Colegiul Radiotehnic din Novosibirsk
- Kalyazinsky facultate de inginerie. Ateliere de instruire si productie
Mașină de găurit de birou C-25. Scopul și domeniul de aplicare
Mașina de găurit cu masă „C-25” este o mașină de precizie concepută pentru găurirea precisă în piese mici, piese din fontă, oțel, aliaje neferoase și materiale nemetalice in conditii întreprinderile industriale, ateliere de reparații și ateliere de uz casnic.
Aparatele S-25 vă permit să efectuați următoarele operații:
- foraj
- scufundare
- implementare
- alezaj
Principalele caracteristici tehnice ale mașinii de găurit desktop S-25 (Kalyazinsky Machine-Building College)
Începutul producției de masă - 1953.
- Diametru maxim de gaurire - Ø 5 mm
- Adâncimea maximă de găurire (cursa axului) - 75 mm
- Distanța de la axa axului până la pat (extensiune) - 185 mm
- Limitele RPM axului - (6 trepte) 1600..8000 rpm
- Capătul axului - LA ORA 10
- Puterea motorului: 400 mar
- Greutatea mașinii: 128 kg
Ax Mașina C-25 primește trei viteze de rotație de la scripetele de antrenare în trei trepte, care oferă o gamă de 3 viteze de tăiere - 1600, 2500, 4000 rpm la turația motorului 1400 rpm. La turația motorului 2800 rpm viteza axului este - 3200, 5000, 8000 rpm.
Capătul mașinii cu ax S-25- con scurtat extern B10 (cone Morse KM1) conform GOST 9953 (Conuri scule scurtate) - con scurtat: D = 10,094 mm.
Un con scurtat B10 corespunde unei mandrine de foraj cu trei fălci de a 4-a dimensiune standard conform GOST 8522 (Mandrine de foraj cu trei fălci) cu un domeniu de strângere de 0,5÷4 mm.
Exemplu simbol mandrina de gaurire cu 3 fălci dimensiune 4:
Cartuș 4-B10 GOST 8522-79
Instrumentul conic Morse scurtat
Con pentru scule - con Morse - unul dintre cele mai utilizate suporturi pentru scule. Introdus de Stephen A. Morse în jurul anului 1864.
Conicul Morse este împărțit în opt dimensiuni- KM0 la KM7 (engleză: MT0-MT7, germană: MK0-MK7).
Standarde pentru conic Morse: GOST 25557 (Conuri de scule. Dimensiuni principale), ISO 296, DIN 228. Conurile realizate conform standardelor inch și metrice sunt interschimbabile în toate, cu excepția filetului tijei.
Pentru multe aplicații, lungimea conului Morse s-a dovedit a fi excesivă. Prin urmare, a fost introdus un standard pentru nouă dimensiuni standard de conici Morse scurti (B7, B10, B12, B16, B18, B22, B24, B32, B45), aceste dimensiuni sunt obținute prin îndepărtarea părții mai groase a conului. Numărul din denumirea conului scurt este diametrul părții groase a conului în mm.
standard rusesc pentru conuri scurtate GOST 9953 Conurile de scule sunt scurtate.
Standard rusesc pentru mandrine de foraj GOST 8522 Mandrine cu trei fălci.
- B7- Conic Morse KM0, D = 7,067 mm;
- B10- Conic Morse KM1, D = 10,094 mm. Cartuş 4-B10(0,5÷4 mm);
- B12- Conic Morse KM1, D = 12,065 mm. Cartuş 6-B12(0,5÷6 mm), Cartuș 8-B12(1÷8 mm);
- B16- Conic Morse KM2, D = 15,733 mm. Cartuş 10-B16(1÷10 mm), Cartuș 13-B16(1÷13 mm);
- B18- Conic Morse KM2, D = 17,780 mm. Cartuş 16-B18(3÷16 mm);
- B22- Conic Morse KM3, D = 21,793 mm. Cartuş 20-B22(5÷20 mm);
- B24- Conic Morse KM3, D = 23,825 mm;
- B32- Conic Morse KM4, D = 31,267 mm;
- B45- Conic Morse KM5, D = 44,399 mm.
Unde D- diametrul conului în planul principal.
Mașina de găurit de bancă C-25 este o mașină de precizie concepută pentru a găuri găuri precise de la 0,5 mm la 4 mm.
Rotirea axului, asamblat pe rulmenți cu bile, este realizat dintr-un motor electric individual tip cușcă de veveriță cu un scripete în 3 trepte, astfel încât axul să se poată roti la șase viteze diferite de la 1600 la 8000 rpm cu un motor electric cu două trepte 1400, 2800 rpm.
Pornirea motorului gata cu un comutator de pachet.
Ax Funcționare lină datorită scripetelor ușoare și bine echilibrate din aluminiu, unei curele plate fără sfârșit protejate de o carcasă turnată cu un capac ușor de îndepărtat.
Tensiunea curelei realizat prin deplasarea motorului împreună cu suportul.
Capătul superior al axului descărcat dintr-un scripete care se rotește pe rulmenți individuali cu bile montați în bucșa patului mașinii. Capătul de jos este prevăzut gaură conică pentru introducerea colei și filet pentru piulița de strângere.
Cap de foraj include întregul antrenament cu ax de foraj și mecanism de avans. Este setat la o înălțime corespunzătoare mărimii produsului cu ajutorul unui șurub și piuliță și se fixează pe coloană cu un mâner.
Inelul membrelor este instalat în așa fel încât, atunci când se atinge adâncimea dorită, inelul primește o oprire și oprește rotirea rolei cu roata dințată.
Alimentare cu ax- manuală, produsă prin intermediul unei pârghii sensibile, cupei de viteză și cupă ax.
Axul de găurire, împreună cu manșonul, este echilibrat, situat în flanșă, printr-un arc plat reglabil, care se află în legătură cu angrenajul și pârghia. Pentru a seta axul la o anumită adâncime de găurire, se folosește un guler special, care este situat pe arborele angrenajului, iar un șurub de oprire pe pat servește ca limitator.
masa de foraj Este o placă dreptunghiulară cu rigidizări și în același timp este baza coloanei. Masa este echipată cu o canelură largă pentru scurgerea lichidului de răcire și două fante în T pentru atașarea dispozitivelor de fixare.
Coloana mașinii poate fi mutat de-a lungul fantei în T, lăsând o suprafață mare de sprijin pentru găurirea pieselor mari cu găuri în lateral.
Înlocuirea unei mese normale cu una mare face posibilă instalarea mai multor coloane una lângă alta, iar distanța dintre coloanele individuale poate fi ajustată după cum doriți.

Fotografie cu mașina de găurit C-25

Fotografie cu mașina de găurit C-25

Fotografie cu mașina de găurit C-25
C-25 Schema cinematică a unei mașini de găurit

Schema cinematică a mașinii de găurit C-25
Amplasarea componentelor mașinii de găurit S-25

- Masa de lucru cu coloana
- Acționare axului
- motor electric
- Cap de găurire (headtop) cu o unitate de alimentare cu ax și o unitate pentru deplasarea capului de-a lungul coloanei

Locația comenzilor pentru mașina de găurit s-25
- Mâner cu ax vertical
- Mânerul clemei capului de foraj pe coloană
- Roată de mână pentru deplasarea capului de foraj de-a lungul coloanei
- Comutator de viteză a motorului electric
Unitatea de alimentare cu ax a mașinii de găurit s-25

Ansamblu ax al mașinii de găurit s-25

Circuitul electric al mașinii de găurit s-25
Instalarea mașinii de găurit S-25
Mașina este instalată pe o masă. Înainte de strângerea șuruburilor, mașina trebuie aliniată cu precizie, pentru care este plasat un nivel pe masă de-a lungul și transversal. După reconciliere, șuruburile trebuie strânse bine, respectând nivelul.
Pornirea mașinii
Înainte de pornire, mașina trebuie curățată temeinic, spălată cu kerosen, șters și lubrifiat, acordând o atenție deosebită suprafețelor de frecare și orificiilor de lubrifiere. După ce s-a asigurat de instalarea și asamblarea corectă a mașinii, după ce s-a verificat rotația și mișcarea unităților și mecanismelor în orice direcție, mașina pornește pentru un timp, la ralanti, timp în care se verifică funcționarea mecanismelor individuale.
După efectuarea operațiunilor de mai sus, dacă nu există nicio îndoială, mașina primește o sarcină.
Reglarea mașinii
Prinderea cupei axului în pat, mișcarea motorului pentru tensionarea curelei, montarea capului de găurire în funcție de înălțimea piesei de prelucrat și la o adâncime de găurire dată sunt supuse ajustării.
Control
Pornirea și oprirea mașinii se face prin pornirea și oprirea motorului, folosind un comutator de lot.
Schimbarea vitezei se face prin transferul curelei de la o treaptă a scripetelor pe alta cu motorul oprit și capacul carcasei scos, ghidat de masa de viteză așezată pe carcasa mașinii.
Ungerea mașinii
Cele mai importante părți care trebuie lubrifiate sunt axul și cupa axului, care în timpul funcționării mașinii sunt lubrifiate o dată pe deceniu prin turnarea uleiului de arbore nr. 2 în ungere.
Vaselina tehnică din rulmenții cu bile ale axului și scripetele axului se schimbă o dată la 3 luni.
Caracteristicile tehnice ale mașinii S-25
- С-25 (1) - Școala Radiotehnică Novosibirsk
- S-25 (2) - Colegiul de Construcții de Mașini Kalyazinsky
| Numele parametrului | S-25 (1) | S-25 (2) |
|---|---|---|
| Principalii parametri ai mașinii | ||
| Cel mai mare diametru nominal de găurire, mm | 6 | 1..5 |
| Cea mai mică și cea mai mare distanță de la capătul axului la masă | 0..200 | 0..270 |
| Distanța de la axa axului vertical la ghidajele rackului (extensiune), mm | 125 | 185 |
| Desktop | ||
| Dimensiunile suprafeței de lucru a mesei, mm | 220 x 300 | 180 x 500 |
| Numărul de fante în T Dimensiunile fantelor în T | - | - |
| Ax | ||
| Cea mai mare mișcare a capului axului de-a lungul coloanei, mm | 210 | |
| Cursa manșon ax, mm | 70 | 75 |
| Viteza axului, rpm | 1600, 2500, 4000 3200, 5000, 8000 |
1600, 2500, 4000 3200, 5000, 8000 |
| Numărul de viteze ale axului | 6 | 6 |
| Conicitatea axului | B10 (1a) | B10 (1) |
| Unitatea de antrenare | ||
| Motor de antrenare, kW (rpm) | 0,6 (1400, 2800) | 0,4 (1400, 2800) |
| Tip motor | А031-4/2 | AOL 21-2 |
| Dimensiunile și greutatea mașinii | ||
| Dimensiuni mașină (lungime lățime înălțime), mm | 590 x 400 x 560 | 590 x 450 x 560 |
| Greutatea mașinii, kg | 80,5 | 128 |
Mașină cvadruplă С25-4А este destinat producției de produse turnate de înaltă calitate (căptușeli, scânduri, cherestea rindeluită, garnitură, soclu) din scânduri tivite sau cherestea în volume industriale (până la 2 metri cubi pe oră).
Piesele de prelucrat sunt prelucrate simultan din 4 laturi cu o avans mecanic constant. Designul și puterea mașinii vă permit să procesați piese într-o gamă largă de dimensiuni. Patul mașinii este din fontă, în formă de cutie. Pe pat sunt instalate patru etriere, un mecanism de antrenare și un mecanism de alimentare cu role de presiune.
Mesele suspendate din oțel și liniile de ghidare cu cleme laterale sunt atașate la planul superior al patului. Unitatea de alimentare, constând dintr-un motor e / și un variator, vă permite să modificați fără probleme viteza de avans de la 10 la 47 m / min. Axul mașinii este proiectat cu o rigiditate crescută folosind unități speciale de rulmenți de mare viteză.
Trăsături distinctive S25-4A:
Linia de transmisie inferioară.
Productivitate ridicată a mașinii.
Design excepțional de precis a 4 unități de ax de mare viteză.
Patul mașinii din fontă de înaltă precizie.
Rolele de alimentare sunt amplasate pe toată lungimea prelucrării piesei de prelucrat.
Baza mare a mașinii oferă dimensiuni geometrice excelente ale produsului.
Unitatea de avans fără trepte vă permite să schimbați fără probleme viteza piesei de prelucrat.
Viteza mare de avans a piesei de prelucrat.
Configurare și reajustare convenabilă a mașinii.
Specificații S25-4A:
|
Dimensiunile piesei de prelucrat, mm: |
|
|
lungime nu mai mică de |
|
|
Număr de etriere, buc |
|
|
Viteza axului, rpm |
|
|
Cel mai mare diametru al tăietorilor (lateral), mm |
|
|
Viteza de avans, m/min |
|
|
Număr de motoare electrice, buc |
|
|
Putere totală, kW |
|
|
Dimensiuni, mm |
3460x1510x1870 |
|
Greutate, kg |
Articolul 3441:
Anul lansării: 1996.
Tara de origine: Rusia.
Locație: regiunea Tver.
Pret la cerere.
Articolul 6423:
Anul lansării: 1992.
Stare: foarte buna, functioneaza.
Tara de origine: Rusia.
Locație: regiunea Kostroma.
Pret la cerere.


Articolul 6891:
Stare: in stare buna de functionare.
Tara de origine: Rusia.
Locație: Republica Karelia.
Pret la cerere.
Articolul 8913:
Anul lansării: 1990.
Stare: in stare buna.
Tara de origine: Rusia.
Locație: regiunea Nijni Novgorod.
Pret la cerere.

